第7章 鉄骨工事
01節 一般事項
7.1.1 適用範囲
(a) 「標仕」で規定している「構造上主要な部材に鋼材を用いる工事」とは、建物を鉄骨構造とするもののほか、鉄骨造の玄関ひさし、車庫等を想定しており、既製の鋼製階段、水槽の架台等は対象外と考えてよい。
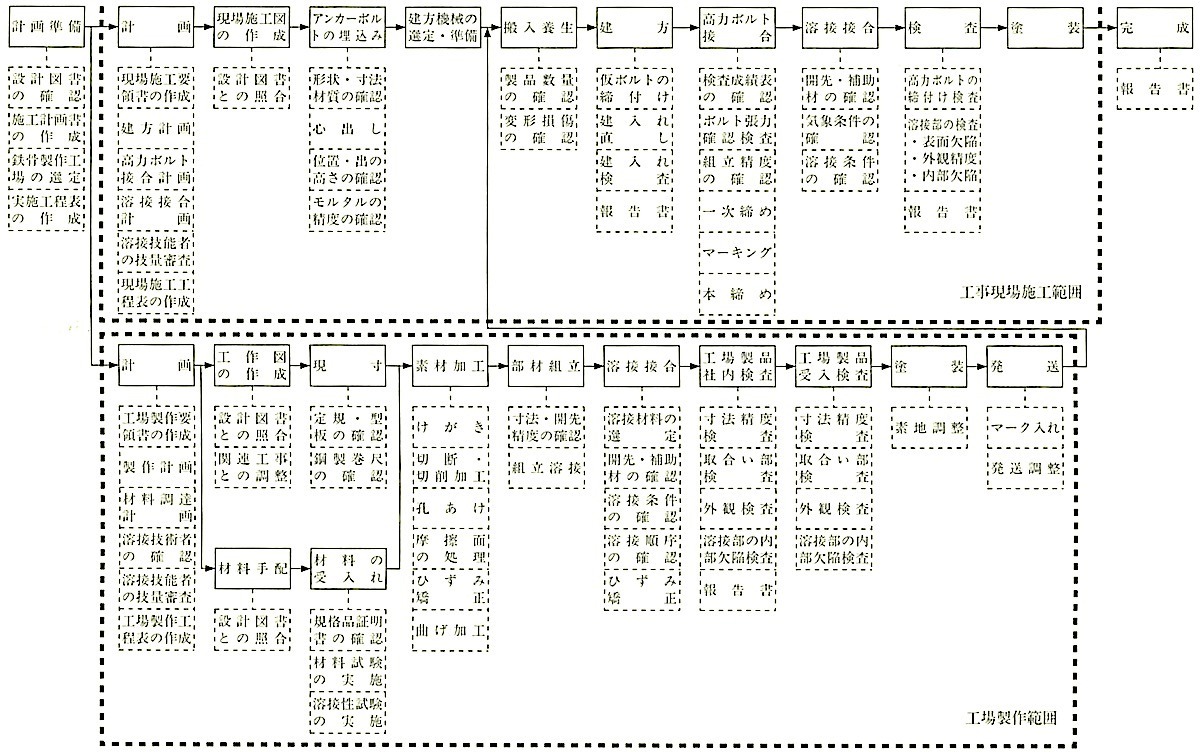
(b) 工事の流れを図7.1.1 に、作業の流れを図7.1.2 に示す。
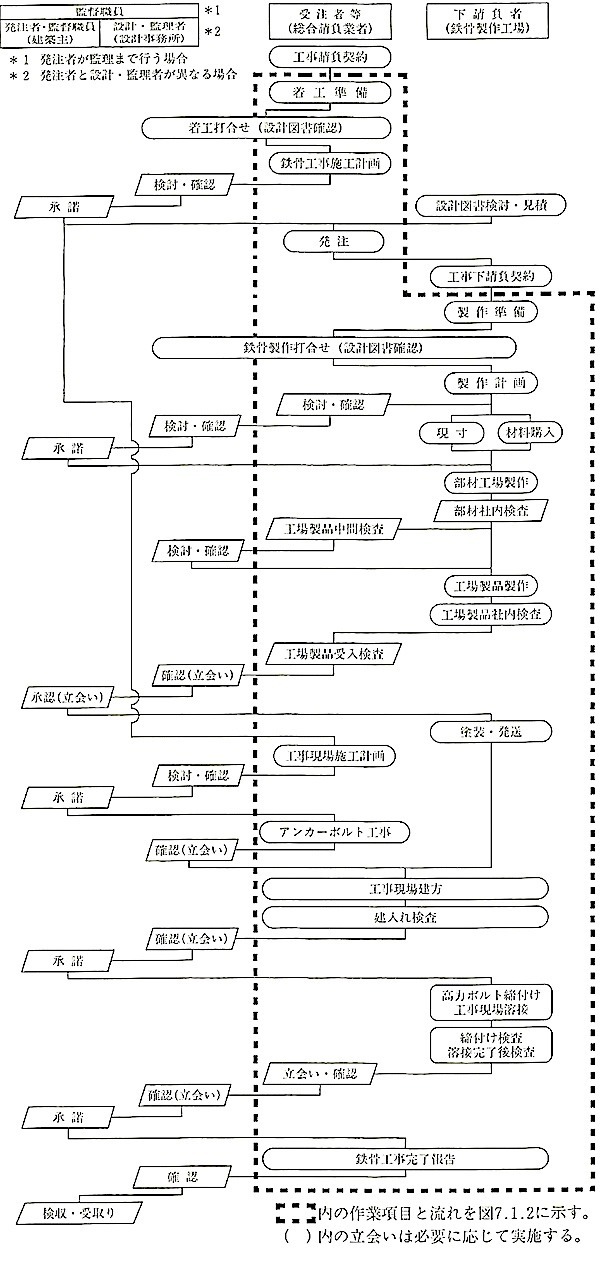
図7.1.1 鉄骨工事の流れ
(c) 施工計画書の記載事項は、7.1.5 を参照されたい。
(d) 構造上主要な部材にステンレス鋼を使用する場合は特記による。その際には、(-社) 日本鋼構造協会「ステンレス建築構造設計基準・同解説」を参照されたい。
7.1.2 基本要求品質
(a) 鉄骨工事で使用する鋼材は,建物の構造耐力上必要な材質並びに断面形状及び寸法が設計図内で指定される。
基本要求品質としては、指定された材料が正しく使用されていることを求めているので、材質や寸法等を含めて、これを証明できるようにしておく必要がある。
板材等を切断して鉄骨部材を製作する場合は、一般に、鋼材は製造工場(メーカー)又は商社等から切板工場(シャーリング工場)等に出荷され、ここで必要な断面形状に切断され、更に、鉄骨製作工場(ファブリケーター等)で加工・組立が行われる。この過程において、鋼材の大半を物件ごとにロール注文する場合には問題になることは少ないが、鋼材問屋(特約店)を通して市中購入する場合には、鋼材は順次小口に細分され、多様なユーザー等にわたっていくことがある。この時、鋼材そのものと、その規格品証明書(ミルシート) が対になって動いていないことがある。特に鋼材等を部品に切断した場合、その切断された部品とミルシートの対応ができていないことがある。切断する前の鋼材の製品番号等とミルシートが一致していることを前提とし、ミルシートの内容をリスト化して鋼材の品質証明を行う方法の一例として(-社)日本鋼構造協会・建築鉄骨品質管理機構から、2009年12月に「建築構造用鋼材の品質証明ガイドライン」が提案されている。すなわち、流通段階ではミルシートの内容をリスト化した「原品証明書」で品質証明を行い、これに基づいて鉄骨製作工場の材料管理買任者(鉄骨製作管理技術者資格保有者が望ましい。)が「鉄骨工事使用鋼材等報告書」を作成・発行する。施工者側は、鉄骨工事管理買任者がこの報告書で品質を確認する。更に、これを工事監理者に提出して、使用鋼材等の品質を確認するシステムである( 7.14.2 参照 )。
なお、SN材の識別については、7.2.1(b)(9)を参照されたい。
(b)「鉄骨は、所定の形状及び寸法を有し、所定の位置に架構されていること」とは、鉄骨の部材が設計図書あるいは工作図のとおりに製作され、工事現場において架構されていることを要求したものである。この場合の鉄骨の製作精度及び建方精度は、建物等の規模や構造的重要度等を勘案して特記することとしているので、特記事項を満たしていること、また、特記のない場合は、(ー社)日本建築学会「JASS 6 鉄骨工事」付則6[鉄骨精度検査規準]によることとしているので、これに適合していることが条件となる。
(c)「鉄骨は、構造耐力、耐久性、耐火性等に対する有害な欠陥がなく、接合部及び定着部は、作用する力を伝逹できるものであること」とは、(b)が仕上りの状態に関する要求事項であるのに対し、鉄骨の製品が有すべき性能に関する要求である。
構造耐力、耐久性、耐火性等に対する有害な欠陥とは、例えば、溶接割れ等、部材の加工・組立時の欠陥のほかに、運搬及び建方中の損傷や建方後の補助部材の溶接等による損傷も含まれるので、有害な欠陥を生じさせないような施工の手順や品質基準、養生方法等を品質計両で明確にし、これによって施工を進める。また、有害な欠陥を発生するおそれのある場合は、その処置や補修方法についてもあらかじめ定めておくことが望ましい。
接合部や定着部の力の伝達では、構造設計上必要な断面寸法等が指定されている。しかし、例えば、高力ボルト摩擦接合の場合では、ボルトの種類や数量等は指定されたものであっても、摩擦面の処理やボルトの保管方法等が適切でなかった場合、あるいは、溶接部では、溶接の方法や施工条件、母材の材質と溶接材料の種類との組合せ等が適切でなかったりすると、作用する力を伝達することができなくなる。したがって、これらのことについても品質計画に適切な施工方法と管理方法について定め、更に、これらに従って適切に管理が行われたことの分かる資料があれば、要求品質を満たしているものといえる。
7.1.3 鉄骨製作工場
(a)鉄骨製作工場は,設計図書に特記された加工能力等及び施工管理技術者の適用に適合するものとする。これらの特記がない場合は、受注者等が選定した適切な鉄骨製作工場について、次の事項を記載した文書等から加工能力等を確認すればよい。
(1) 工事経歴
(2) 鉄骨製作工場の規模,契約電力及び機械設備
(3) 生産能力(月産能力及び加工能力の余裕)
(4) 他工事の製品の出来ばえ
(5) 鉄骨製作業者の資格基準
(6) 鉄骨製作管理技術者、溶接施工管理技術者、非破壊検査技術者、溶接技能者の資格・人数
(7) 品質管理システム等
(8) その他
(b)「指定性能評価機関」による工場認定制度とは、所定の要件を整えて国土交通大臣から指定された民間機関が、工場の品質管理体制、規格類の整備状況等を評価し、その評価を基に国土交通大臣が認定を行うものである。
指定性能評価機関には、?鞄?本鉄骨評価センター及び?椛S国鉄骨評価機構がある。どちらも評価基準は共通であり、その内容は表 7.1.1 及び 2のとおりである。
表7.1.1 工場認定に関わる評価項目
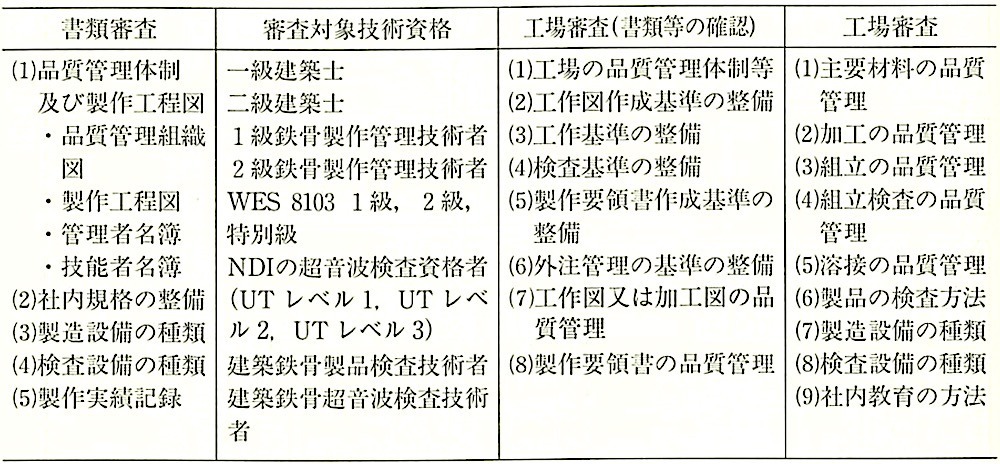
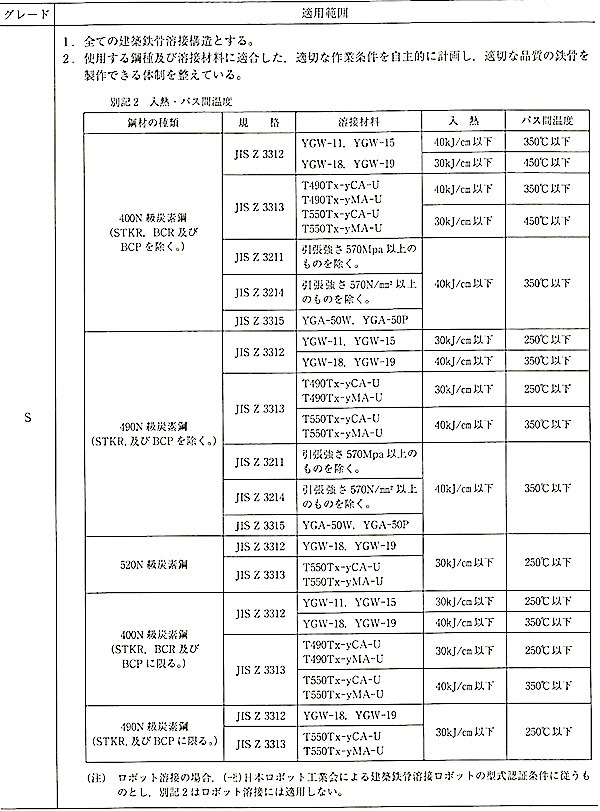
表7.1.2 工場認定のグレード別の適用範囲と別記事項(その1)
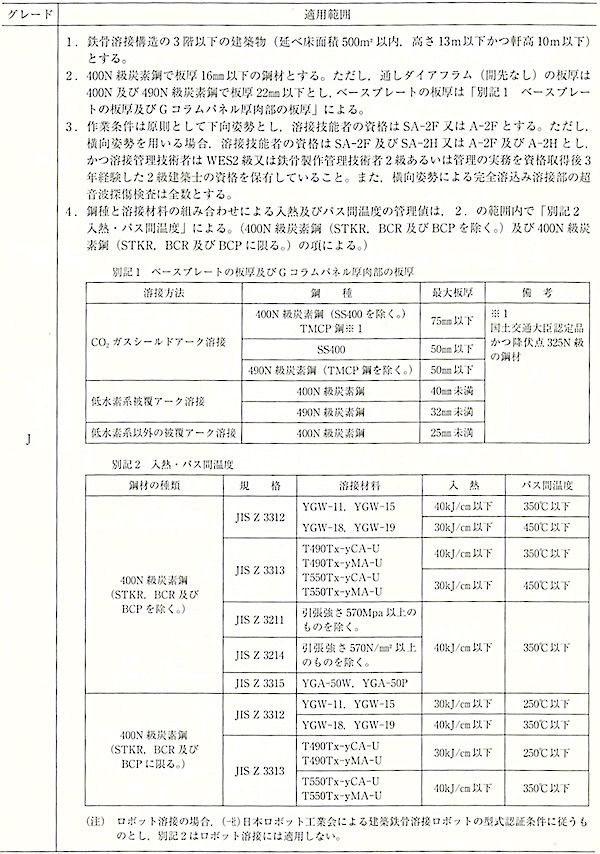
表7.1.2 工場認定のグレード別の適用範囲と別記事項(その2)
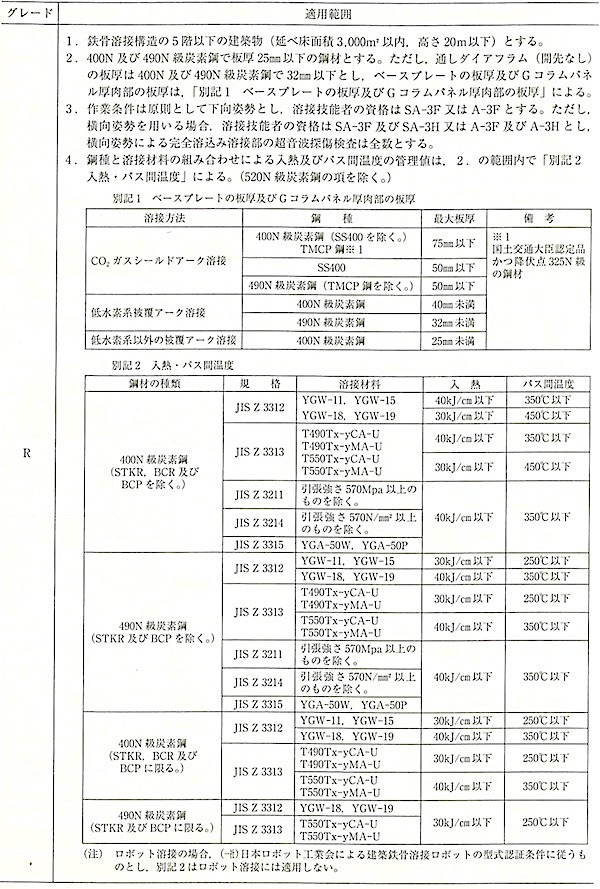
表7.1.2 工場認定のグレード別の適用範囲と別記事項(その3)
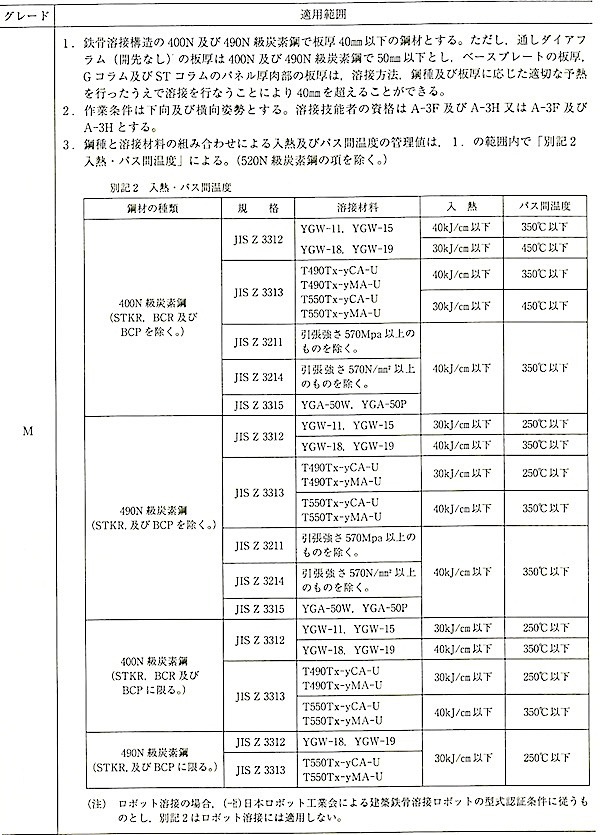
表7.1.2 工場認定のグレード別の適用範囲と別記事項(その4)
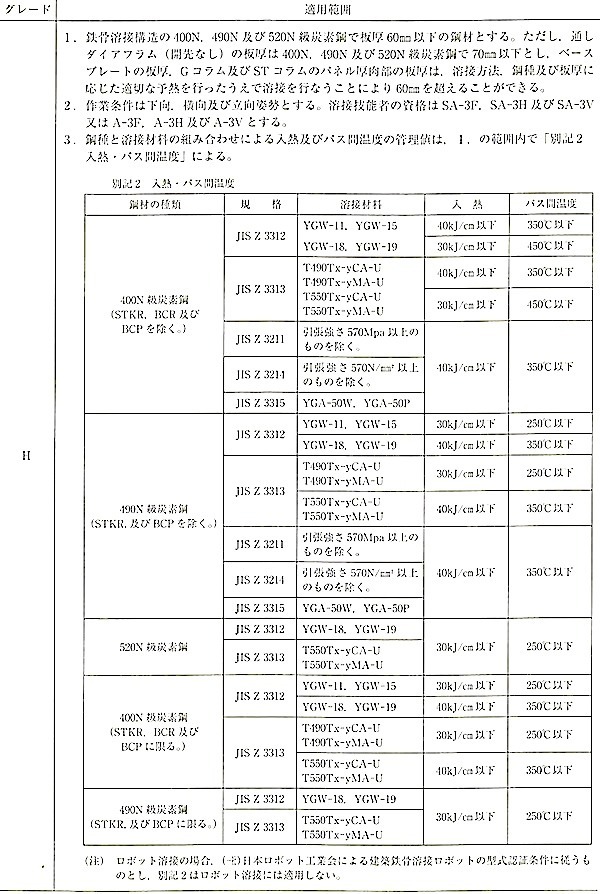
表7.1.2 工場認定のグレード別の適用範囲と別記事項(その5)
7.1.4 施工管理技術者
(a)「標仕」7.1.3 の規定により「施工管理技術者を適用する」旨の特記がある場合には、次の事項を記載した施工計画書を提出させ、当該製作工場に、監督職員が「標仕」7.1.4(a)で規定する能力があると認める者が常駐することを確認する必要がある。
なお、(3)又は(4)の資格に該当するものの例としては、(b)及び(c)(4)に示すものがある。
(1) 工事実績
(2) 鉄骨製作工場での立場(役職等)
(3) 資格証明
(4) ほかの有資格
(5) その他
(b) 平成 9年版「共仕」で規定されていた鉄骨製作管理技術者は、「建築設計等関連業務に関する知識及び技術の審査・証明事業認定規程」に基づき認定された資格であったが、審査・証明事業の廃止に伴い民間資格となった。しかし、この有資格者は、「標仕」7.1.4(a)で規定する能力のある者の一例と見なすことができる。
なお、「鉄骨製作管理技術者」は、(-社)鉄骨建設業協会及び(-社)全国鐵構工業協会の 2団体で設立した「鉄骨製作管理技術者登録機構」により評価されている。
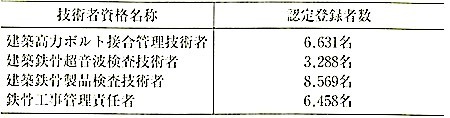
(c)「標仕」では規定されていないが、(-社)日本鋼構造協会の「建築鉄骨品質管理機構」では、鉄骨造建築物の安全性と品質の確保を目的として、平成 10年度から「建築鉄骨技術者制度」を実施し、現在、次の 4資格について技術者の認定登録を行っている。平成 25年 4月 1日 現在の認定登録状況を表7.1.3 に示す。
(1)建築高力ボルト接合管理技術者
建築鉄骨の高カボルト接合が適切に実施されるよう、作業者を指導し、工事の監理・管理・検査をする技術者
(2)建築鉄骨超音波検査技術者
建築鉄骨の溶接部の施工の良否を判断する超音波探傷検査(UT)技術者
(3)建築鉄骨製品検査技術者
建築鉄骨の製作過程及び製作後に、製品の良否を判定する検査技術者
(4)鉄骨工事管理責任者
鉄骨工事が適正に施工されるよう、施工計画から工事の完了に至るまでの品質管理・施工管理等の全般を管理する技術者
表 7.1.3 技術者の認定登録状況(平成 25年 4月1日現在)
7.1.5 品質管理
(a) 鉄骨工事の品質管理とは、要求される鉄骨の品質をつくり出すために、設計から製作・建方までの各工程で品質をつくり込む一連の活動であり、この品質管理の確実な実施によって品質保証を可能にする。
(b) 施工品質を保証する受注者等・鉄骨製作業者の品質管理は、次の 4段階に大きく分けられる。
(1) 設計図書の把握と疑義事項の解明
(2) 要求された品質を実現するための計画作成
(3) 計画どおりの継続的な実施
(4) 施工品質が要求された品質を確保していることの証明
(c) 受注者等は、鉄骨製作業者の品質管理システムを十分に理解し、双方の合意に基づき、品質管理実施要領を計画する。また、計画の実施においても、協力して効果的な体制をつくることが重要である。
(d) 受注者等及び鉄骨製作業者が、要求品質を確保するため、保有すべき機能は次のとおりである。
(1) 品質管理方針を提示する機能
(2) 設計図料の内容を確認し、製作・施工の目標品質を設定する機能
(3) 製作・施工の目標品質を実現するための計画を行う機能
(4) 計画に従って品質をつくり込む機能
(5) 施工品質を確認・評価する機能
(6) 品質評価情報に基づき品質改善・生産性向上を行う機能
(7) 標準化を促進する機能
(8) 不具合の再発防止と予防する機能
(9) 品質の証明に必要な記録を残す機能
(10) 鋼材の製造工場又は商社等から最終の鉄骨製作工場までの流通経路を証明する機能
(e) 受注者等及び鉄骨製作業者が工場製作及び工事税場施工に先立ち作成する施工計画書・工場製作要領書・工事現場施工要領書の記載事項は、おおむね次のとおりである。
なお、 赤文字 を考慮しながら品質計画を作成する。
(1) 施工計画書:(鉄骨工事全体の品質管理要領を含む)
?@ 総則及び工事概要
?A 実施工程表
?B 受注者等の管理組織、工事担当及び協力業者
?C 仮設計画
?D 建方計画
?E 接合計画
?F 他工事との関連
?G 安全管理
?H 作業のフロー、管理の項目・水準・方法、品質管理体制、管理責任者、品質記録文書の書式とその管理方法
(2)工場製作要領書(工場製作範囲の品質管理要領を含む)
?@ 総則及び工事概要
?A 鉄骨製作業者の管理組織、工事担当(施工管理技術者・溶接施工管理技術者・検査技術者の氏名、所持資格等)
?B 溶接技能者の氏名、所持資格等
?C 製造設備の能力(製作関連の機械設備、配置図等)
?D 工程表(工作図・材料調達・製作・製品検査・搬出等の時期)
?E 使用材料の名称、規格、製造所及び使用箇所
?F 工作・溶接(加工・組立・溶接の製作手順、開先形状、溶接工法等 )
?G 品質管理・検査計画( 管理・検査項目、方法、管理値、不具合処置方法等)
?H 塗装計画(材料・エ法・塗装範囲等)
?I 製品の輸送計画(輸送方法・養生方法・安全対策等)
(3)工事現場施工要領書(工事現場施工範囲の品質管理要領を含む)
?@ 総則及び工事概要
?A 工程表(アンカーボルトの設置・建方・高力ボルト締付け・溶接作業・完成検査等の時期)
?B 作業の管理組織及び協力業者、工事担当(施工管理技術者・溶接施工管理技術者・非破壊検査技術者・溶接技能者の氏名、所持資格等)
?C アンカーボルトの保持及び埋込み工法と検査方法
?D 定着の工法
?E 建方作業順序と建入れ直し及び建入れ検査方法並びに不具合処理方法
?F 高力ボルト接合作業手順と締付け後の検査方法並びに不合格処理方法
?G 溶接接合作業手順と精度・外観・内部検査方法並びに不合格処理方法
?H 超音波探協試験の検査機関及びその管理組織
(f) 提出された施工計画書・工場製作要領書・工事現場施工要領書から、品質管理実施要領及び保有する品質管理機能が適切であるかを判断する。
(g) 工場製作及び工事現場施工における検査の項目・方法・管理値等の基準は、特記がなければ、JASS 6 付則6[鉄骨精度検査規準]を満足しなければならない。検査の項目・方法・管理値等を満足することが不可能な場合は、満足することができない原因を明確にし、問題の原因を取り除く処置方法や、品質を損なわない対処方法を受注者等と協議して確定する。
(h) 鉄骨製作業者と受注者等が実施する検査内容は、次のとおりである。
(1) 鉄骨製作業者の社内検査
工場製作要領書・工事現場施工要領書に記載した計画に基づき、工場製作・工事現場施工の各工程と完了時に自主的に社内検査を実施し、検査の結果を記録して、受注者等に報告する。
(2) 受注者等の中間検査・受入検査
鉄骨製作業者の社内検査結果の報告を受け、検査成績書の内容確認と抜取りによる製品と施工結果の現物検査を実施する受入検査を行い合格したものを受け入れる。受入検査の結果を記録し監督職員に提出する。
なお、最終の製品となってしまってからでは検査できない項目については、各製作工程途中で検査が終了していなくてはならない。このような検査を中間検査といい、社内検査、中間検査、受入検査の3種類の検査で製品の品質が確保される。
(i) 監督職員の検査については、受注者等が作成した受人検査成績書の内容を確認し、適否を判断することが原則であるが、必要に応じて受注者等の受入検査時に実際の製品に対して直接検査を行う。
(j) 鉄骨工事の品質管理を合理的に行うためには、設計者、受注者等、鉄骨製作工場間の情報の伝逹が、確実に行われることが不可欠である。そのような品質管理の具体的あり方を述べたものとして、「国土交通省総合技術開発プロジェクト「建設事業の品質管理体系に関する技術開発」報告者 建築分野編」(平成13年 3月)の第3章[鉄骨造建築物の品質管理]がある。
7.1.6 環境問題への配慮
(a) 鉄骨工事と環境問題の関わりとしては、次の 3つに分けられる。
(1) 地球環境への配慮
(2) 地域環境への配慮
(3) 室内環境への配慮
中でも、地球環境問題については、気候変動抑止に向けた低炭素社会実現の動きが、一層加速しつつある。特に高炉鋼材は1t 製造するのに 約 2tのCO 2 が排出されることが知られており天然資源枯渇はもとより、CO 2 排出削減の観点からもその利用に当たっては充分な配慮が必要である。
(b) 地球環境問題の関わりとして留意すべき事項には、次のようなものが挙げられる。
(1) 電炉鋼材の活用等リサイクルの促進
(2) 鋼材のリュースの促進
(3) 鉄骨製作段階における加工スクラップ等の削減
(4) 建物の長寿命化の雅進
電炉鋼材の活用は、天然資源の枯渇抑止の観点からはもとより、CO 2 排出量が高炉鋼材の約1/4 程度に削減されることからも、有用である。従来、電炉鋼材は、不純物の混入により、溶接性・破壊靭性等が高炉材に比べ劣ることがいわれてきた。しかし、近年においては、不純物の除去技術の進歩により、性能において高炉材とそん色のない製品が供給されるようになってきており、建築構造用の規格であるSN規格を満足する製品も多く出回っている。
ただし、JISでは成分量の規定のない元素で、溶接性、破壊靱性に悪影評を及ぼす元素が一部存在するので注意が必要である。溶接性、破壊靭性等において特に通常より高い性能を期待する部位等においては、規格とは別に当該元素の含有量、目標靭性値等を指定することが望ましい。
建物の長寿命化推進もまた、天然資源の枯渇抑止、CO 2 排出削減の観点から重要である。最近、構造躯体等の長寿命化を意図して、ステンレス鋼材等の活用が提案される場合がある。しかし、例えばステンレス鋼材と普通鋼材の混用は、場合によっては電食等の新たな問題を引き起こすおそれもあり、十分な注意が必要である。
(c) 地域環境問題の関わりとして留意すべき事項は、工事中の近隣への錆の飛散等の問題が挙げられる。
(d) 室内環境問題としてはシックハウス・シックビル問題があるが、それと鉄骨工事の関連については、塗装の問題が挙げられる。これについての詳細は、18章、19章等を参照されたい。
通常、塗装の仕様については、設計段階で十分に配慮がなされており、その指示に従って施工が行われれば比較的問題は少ないと思われるが、まれに工事現場において安易に仕様変更が行われ、結果として問題が生じることがあるので注意する。
その他の室内環境問題としては、耐火被覆の問題が挙げられる。従来、耐火被覆には主成分として長くアスベスト(石綿)が使用されてきたが、発がん性等の理由からその危険性が指摘されていた。
アスベストを原材料とする吹付け耐火被覆材については大気汚染防止法により、解体工事の届出、マニュアル遵守等が義務付けられている。また、平成 18年 9月に改正された労働安全衛生法施行令により石綿等の製造等が全面禁止とされ、石綿障害予防規則により更なる石綿暴露防止対策の充実が図られた。平成18年 10月には建築基準法が改正され、石綿の飛散のおそれのある建築材料の使用が規制された。
「標仕」でも平成19年版の改定で、工事に使用する材料はアスベストを含有しないものとされている。
今日では、耐火被覆材の脱アスベスト化が達成されている。
【このカテゴリーの最新記事】
- no image
-

-

-

-

-

-

- no image
-

-

-

-

-

-

- no image
-

-

-

-

-