19章内装工事
7節 せっこうボード,その他ボード及び合板張り
19.7.1 適用範囲
(a) この節は、内装の壁・天井の下地又は仕上げに用いるボード及び合板張りを対象としている。
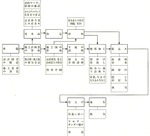
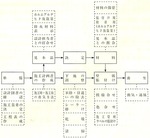
(b) 作業の流れを図19.7.1に示す。
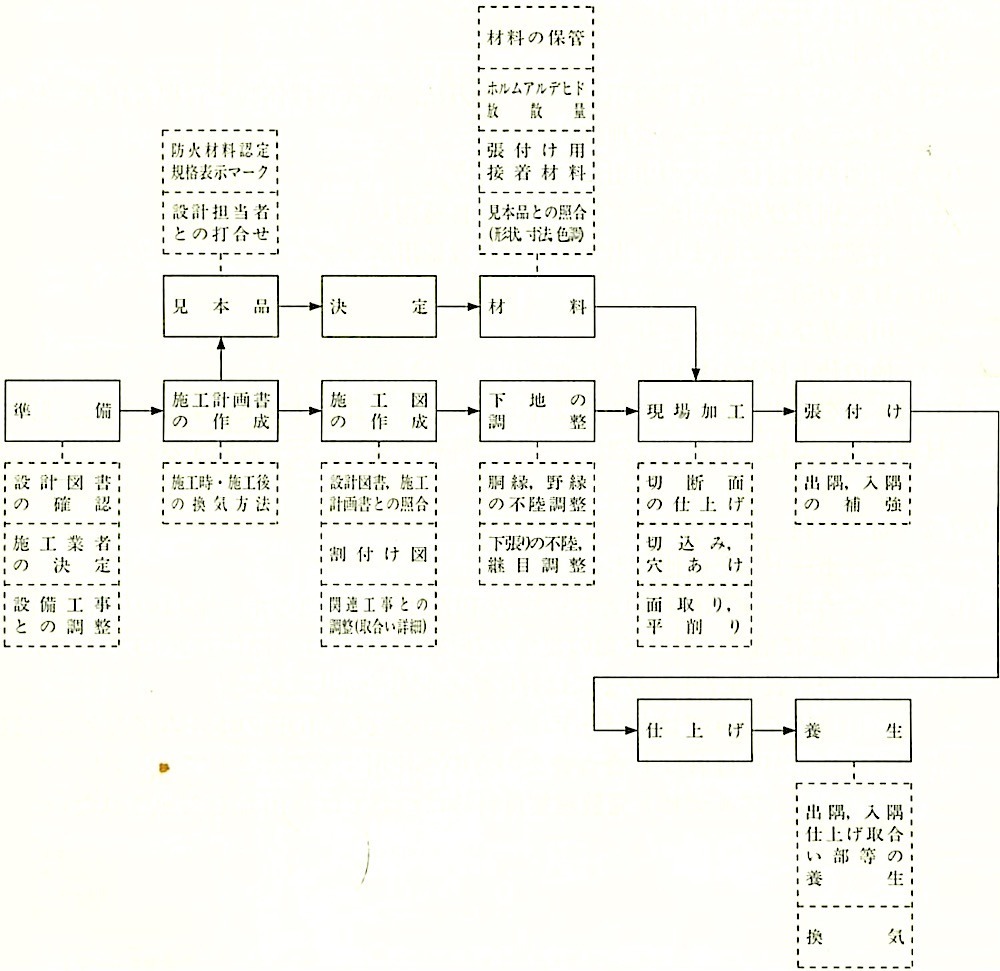
図19.7.1 ボード及び合板張り工事の作業の流れ
(c) 施工計画書等
(1) 施工計画書の記載事項は、おおむね次のとおりである。
なお、 赤文字 を考慮しながら品質計画を検討する。
?@ 工程表(必要に応じて室別、場所別の工程表の作成)
?A 製造所名.施工業者及び管理組織
?B 使用材料の材質(防火性能.ホルムアルデヒド放散量)、寸法
?C 取付け釘類(材質.長さ等)
?D 接着剤の種類・用途(ホルムアルデヒド放散量)
?E 工 法
?F 施工時及び施工後の換気方法
?G 養生方法
?H 作業のフロー、管理の項目・水準・方法、品質管理体制・管理責任者、品質記録文書の書式とその管理方法等
(2) 施工図の検討は、次の事項について行う。
(i) 各室別及び場所別ボード割付け図(目地割り)
(ii) 各部取合いの納まり(出入口、窓、設備用ボックス類、改め口等)
(iii) 目地の納まり
(iv) 出隅及び入隅の納まり
(v) 他の仕上材との見切り等の納まり
(3) 見本品を提出させ、色調等を設計担当者と打ち合わせて決定する。特に、防火材料については、指定又は認定を受けた材料であることを確認する。
19.7.2 材 料
(a) せっこうボード・その他のボード類
(1) せっこうボード類の種類と特徴を表19.7.1、その他のボード類の種類と特徴を表19.7.2に示す。ボード類の規格及び種類、記号は「標仕」表19.7.1に示されているが、表19.7.1及び2には対応する記号を示してある。
(2) 「標仕」19.7.2(a)では、パーティクルボード及びMDFのホルムアルデヒド放散量は、特記がなければF☆☆☆☆のものを使用することとしている。
なお、ホルムアルデヒド発散建築材料等については、10節を参照されたい。
表19.7.1 せっこうボード類の種類と特徴
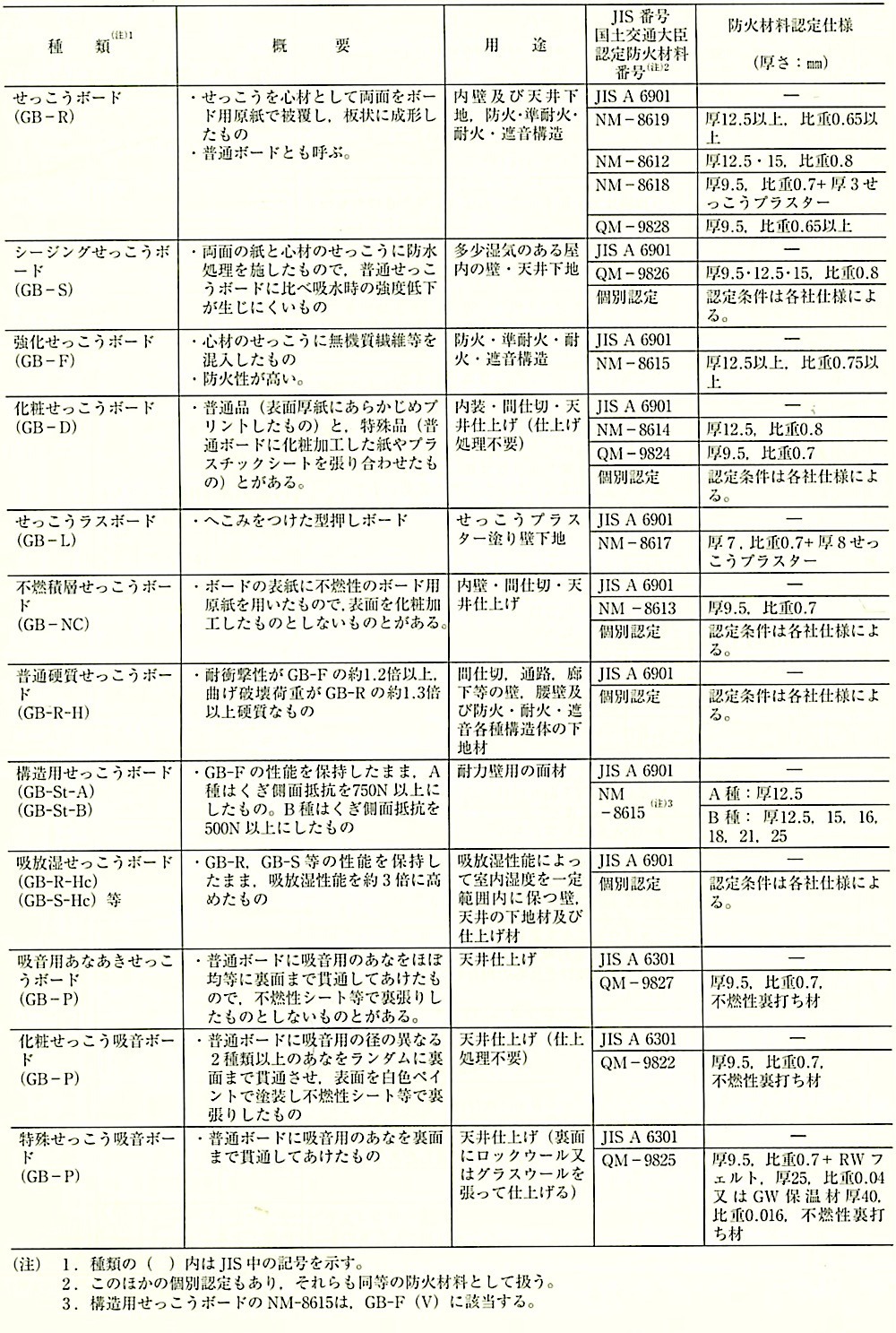
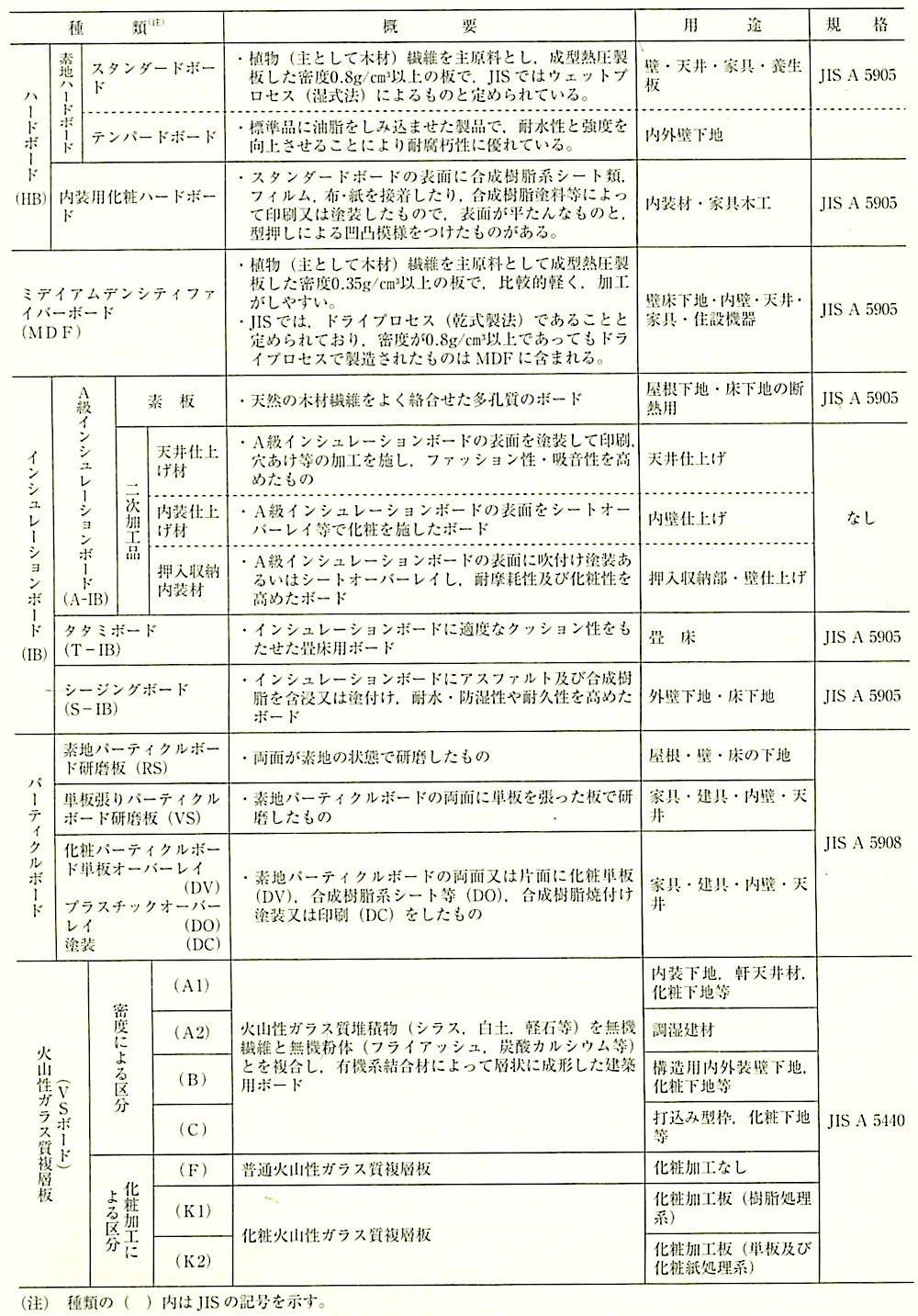
表19.7.2 その他のボード類の種類と特徴(その1)
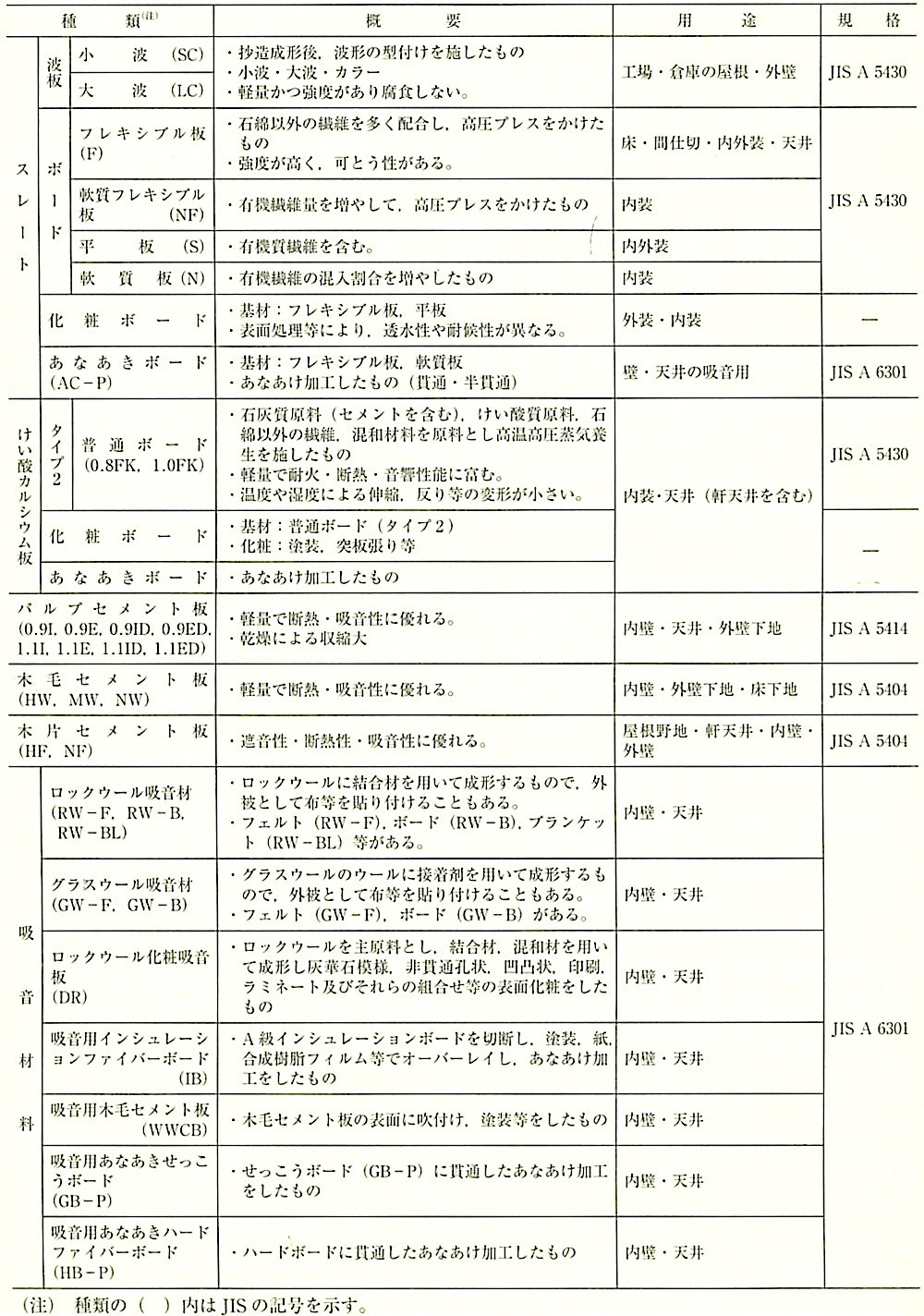
表19.7.2 その他のボード類の種類と特徴(その2)
(b) 合板類
(1) 合板の日本農林規格における標準寸法を表19.7.3に示す。
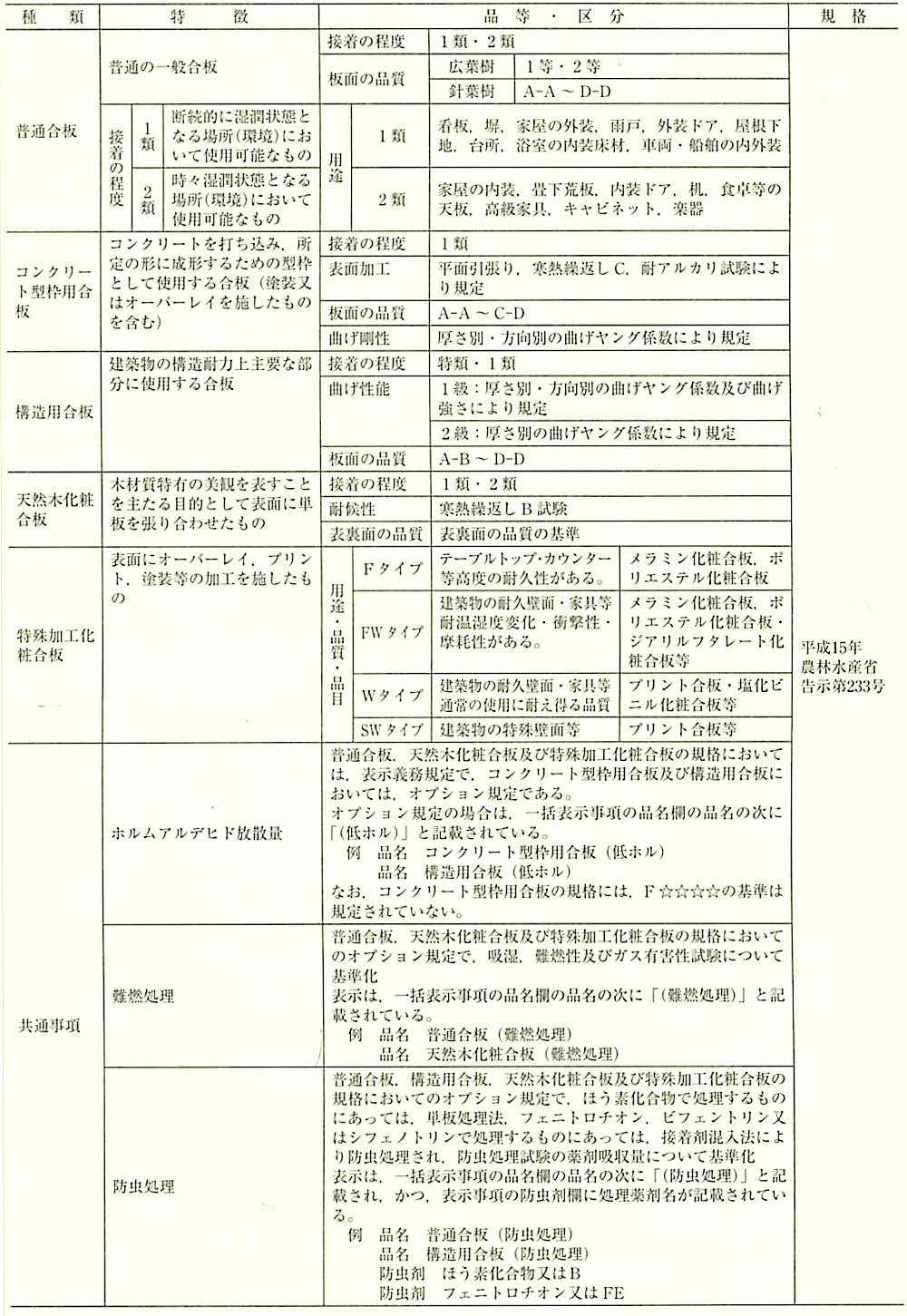
(2) 合板の日本農林規格における種類別の特徴、品等・区分等を表19.7.4に示す。
(3) ホルムアルデヒド発散建築材料等については、10節を参照されたい。
(4) JASマークは合板の種類ごとに図19.7.2の例のように定められている。
表19.7.3 合板の標準寸法(JAS)
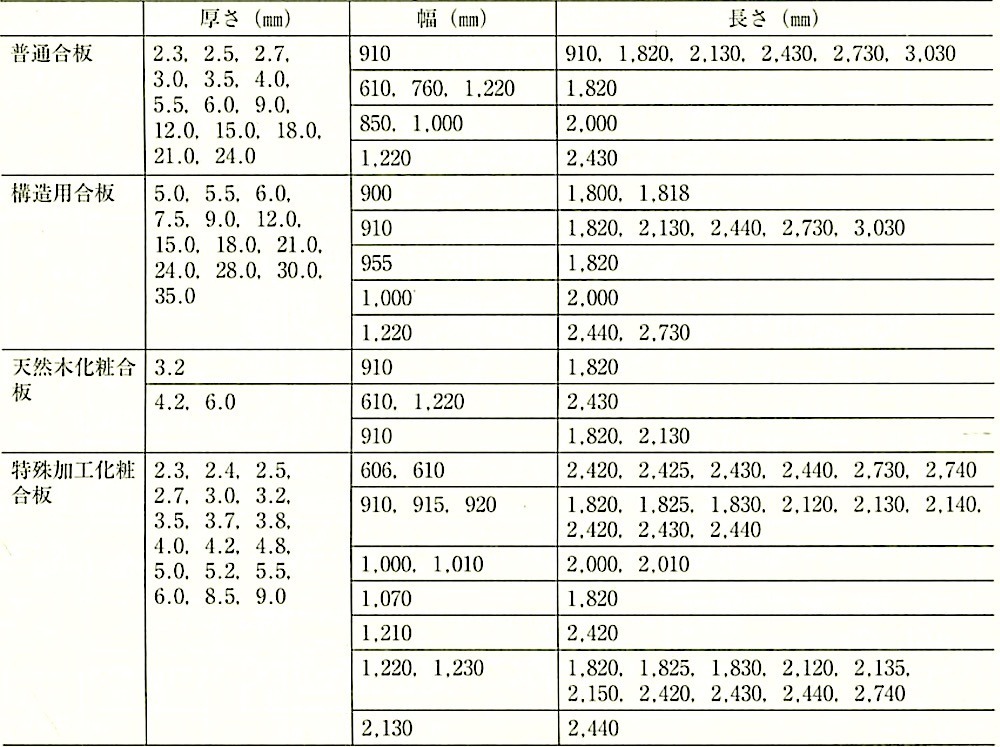
図19.7.2 JASマークの例
表19.7.4 合板類の種類と特徴
(c) 小ねじ等
小ねじ等のJIS規格には、JIS B 1112(十字穴付き木ねじ)、JIS B 1122(十字穴付きタッピンねじ)、JIS B 1124(タッピンねじのねじ山をもつドリルねじ)、JIS B 1125 (ドリリングタッピンねじ)等がある。
19.7.3 工 法
(a) 一般事項
(1) 目地通りよく、不陸、目違い等が生じないように、ボード又は合板張付けに先立ち、割付け図に従って墨出しを行い、下地の不陸や通りの調整を行う。
(2) 5℃以下の低温時に接着剤を用いると、硬化速度が低下し、更に低温になると凍結等により硬化不良を生じることがある。
(b) ボード類の張付け
(1) ボード類を下地材に直接張り付ける場合の留付け用小ねじ類の間隔は,「標仕」表19.7.2のとおりであるがせっこうボード張りの壁では軸組とボードを堅固に一体化させることで剛性及び耐火性能が確保される。軸組とボードの緊結強さは取付け金物とボードの接合部におけるボードの強さに負うところが大きいので、図19.7.3のように釘及びドリリングタッピンねじはボード表面紙を破損することなく、正しい角度でボードを下地に密着させるように施工しなければならない。
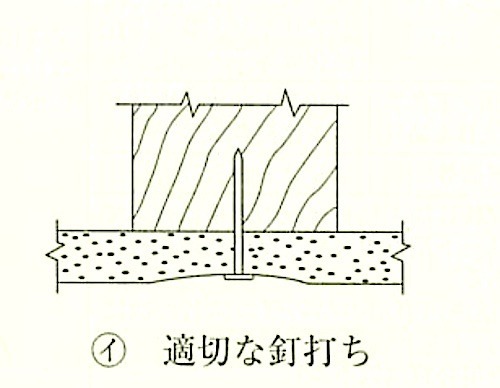
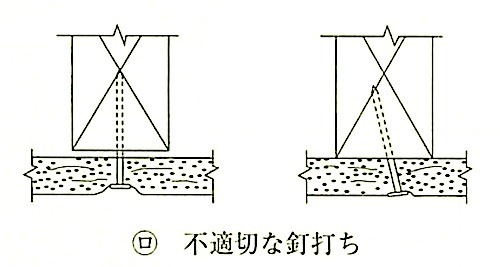
図19.7.3 釘打ち
(2) ボード類を下地張りの上に張る場合、接着剤を主とし、小ねじ類やタッカーによるステープル等の間隔は縦・横200〜300mm程度で留め付ける。このとき上張りと下張りのジョイントが同位置にならないようにする。
(c) 合板類の張付け(「標仕」表19.7.3の工法)
(1) A種の場合
(i) 特殊加工化粧合板、特殊表面仕上げボード類等の張付けに用いられる工法である。
(ii) 接着剤を胴縁又は合板、ボード類の接着面に塗付し、ねじ留めして張り付ける。
(iii) 下地張りがある場合も上記に準じて張り付ける。
(iv) A種に準ずる工法として、比較的程度の良い化粧板の張付けに用いられる図19.7.4のような工法がある。
目地当たりに300mm間隔程度にとんぼ押さえを行うか、添え木を900mm間隔程度に流し、目地当たりにばりで仮押さえを用い、所定の養生期間(接着剤が硬化するまで)を経たのち取り外す。
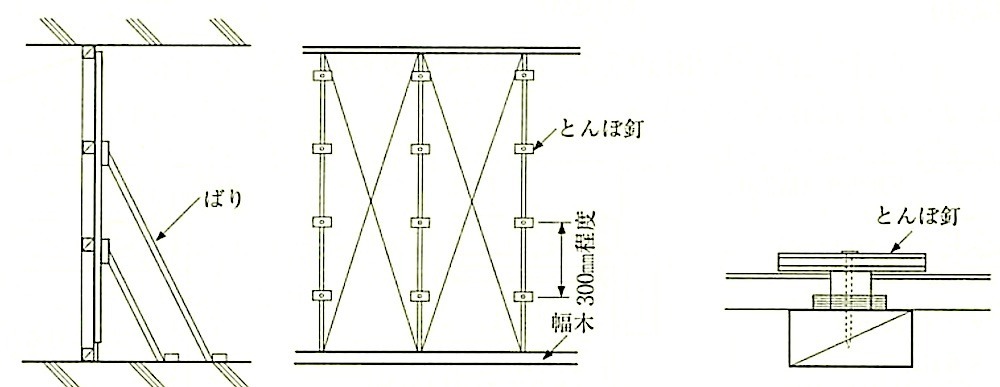
図19.7.4 A種に準ずる工法
(2) B種の場合
最も簡単な工法で、化粧合板及び化粧ボード等を同色のカラーネイル、カラーねじ等で取り付ける工法である。
(3) (1), (2)の工法のほかに、天然木化粧合板、ボード等を引掛け金物(とっこ、どっこ)を用いて張り付ける高級な工法もある。
(d) 各部の納まりの例を図19.7.5〜9に挙げる。
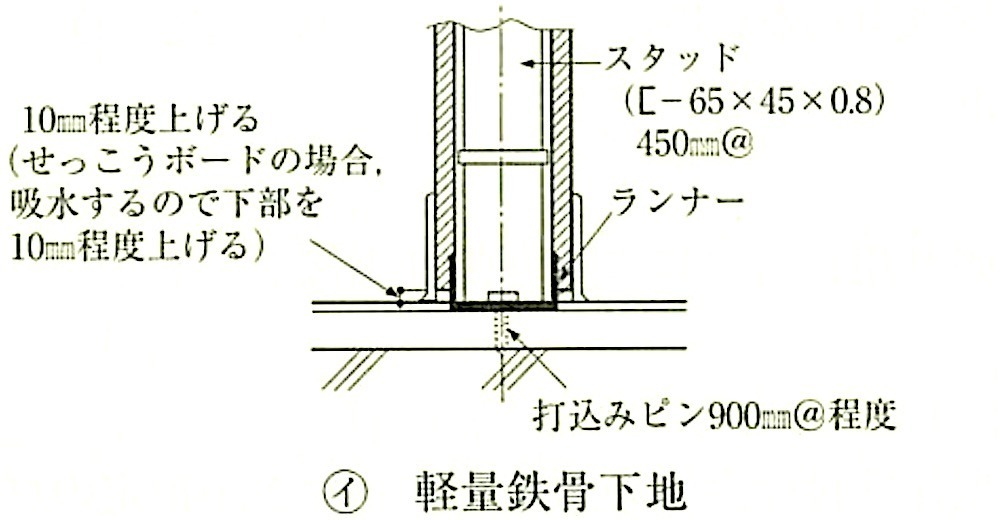
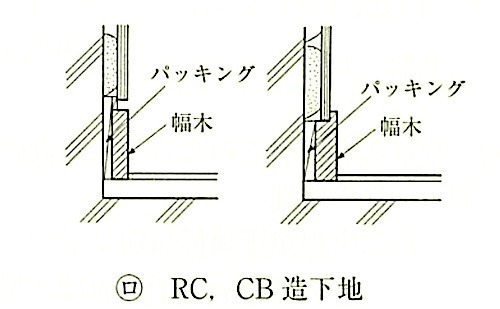
図19.7.5 幅木の納まりの例
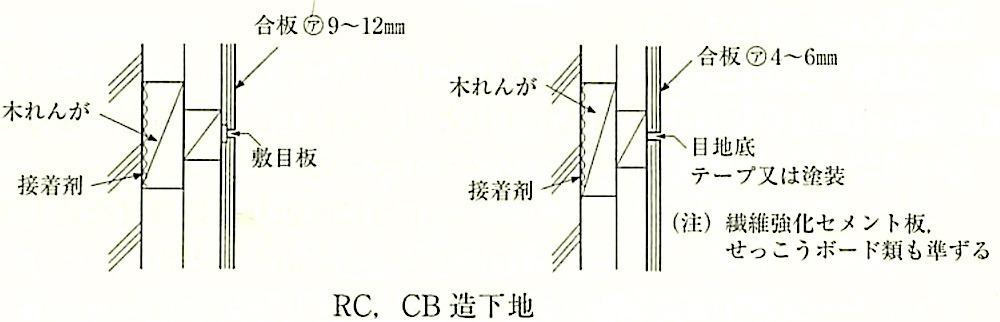
図19.7.6 壁目地の納まりの例
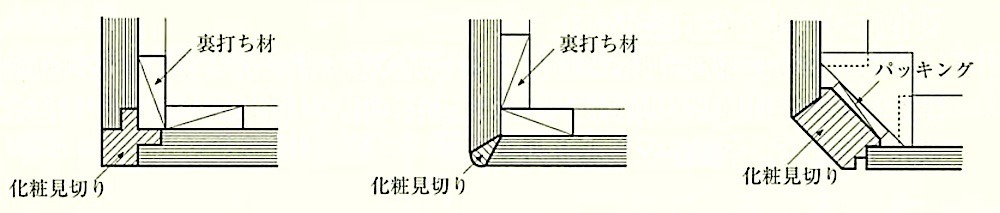
図19.7.7 出隅の納まりの例
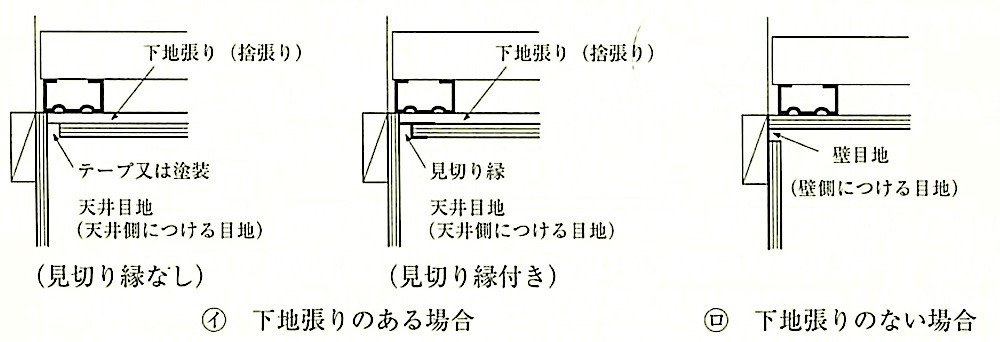
図19.7.8 壁-天井の納まりの例
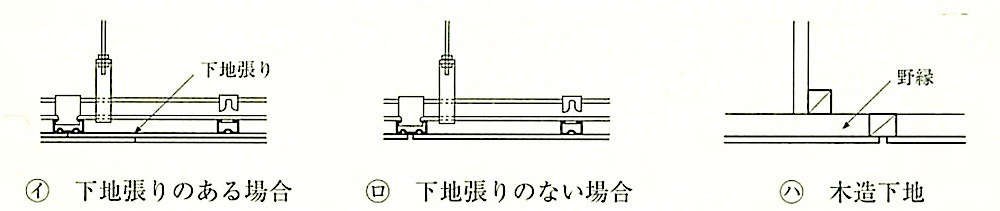
図19.7.9 天井の納まりの例
(e) せっこうボードのせっこう系直張り用接着材による直張り工法
(1) 下地の処理
注意事項を下地種類別に示す。
?@ コンクリート下地面は、型枠締付け金物の頭等を取り除き、指定のプライマー処理を行う。
?A ALCパネル下地面は、吸水調整を行う(指定のプライマー処理が吸水調整を兼ねる場合がある)。
?B 断熱材下地の場合は、打込み等により躯体に確実に固定されたものに限る。
?C 断熱材下地の場合は、打込み工法と現場発泡工法があるが、せっこう系直張り用接着材の製造所が指定するプライマー処理を行う。
なお、吹付け硬質ウレタンフォーム下地に直張り用接着材を施工する場合、は従来のプライマーでは接着性が劣る懸念があることから、施工に先立ち、プライマーの接着性を確認する。その試験方法及び接着強さは、JIS A 9526(建築物断熱用吹付け硬質ウレタンフォーム)に準拠し、各断熱材の最小接着強さ以上とする。A種1の最小接着強さは 80kPa (0.080N/mm 2 )となる。ただし、同じ材料の組合せで実施した試験成績書がある場合は、試験を省略してもよい。試験方法の詳細等については、日本ウレタン工業協会に照会するとよい。
(2) 墨出し
(i) 下地の凸凹を計算に入れて、床・壁等の仕上げの墨出しを行う。
(ii) 仕上り面での寸法(a)は、ボード厚さ ( t ) + 3mm以上であればよいといわれるが、標準寸法としては、9.5mmボードで20mm、12.5mmボードで25mmとするとよい(図19.7.10参照)。
なお、壁面との隙間を大きくとる場合は、接着材の塗付け厚さ及び塗付け幅を大きくとるようにする。
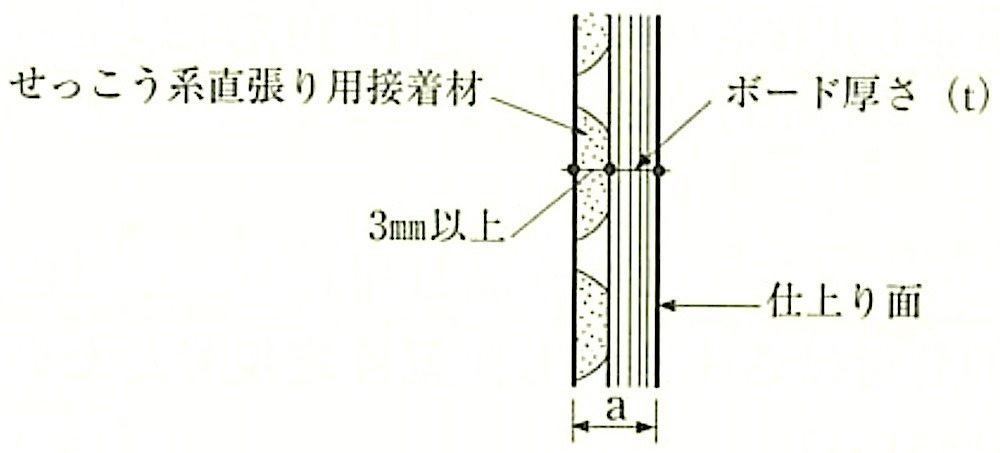
図19.7.10 仕上りまでの寸法
(3) 直張り用接着材の塗付けと間隔
(i) 接着材は、水で練り合わせて使用するが、練り具合はやや硬めにして、塗り付けたときに、たれない程度とする。
(ii) 一度に練る分量は、1時間以内に使い切れる量とする。接着材は,練り混ぜてから2時間程度で硬化する。
(iii) 接着材は下地に下こすりをして、こて圧をかけたのち、直ちに所定の高さに塗り付ける。
なお、接着材の盛上げ高さは図19.7.11による(「標仕」19.7.3(f)(3))。
(iv) 「標仕」表19.7.4による接着材の間隔を図19.7.12に示す。
(v) 1回の接着材の塗付けは、張り付けるボード1枚分とする。
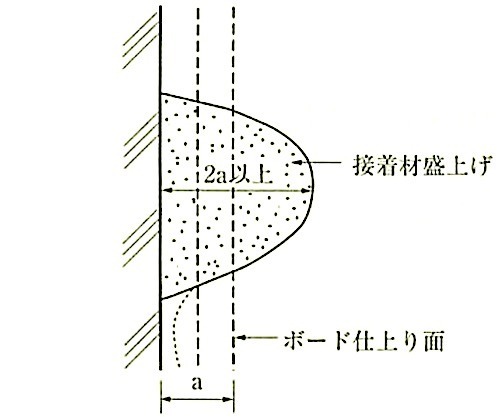
図19.7.11 せっこう系面張り用接着材の盛上げ高さ
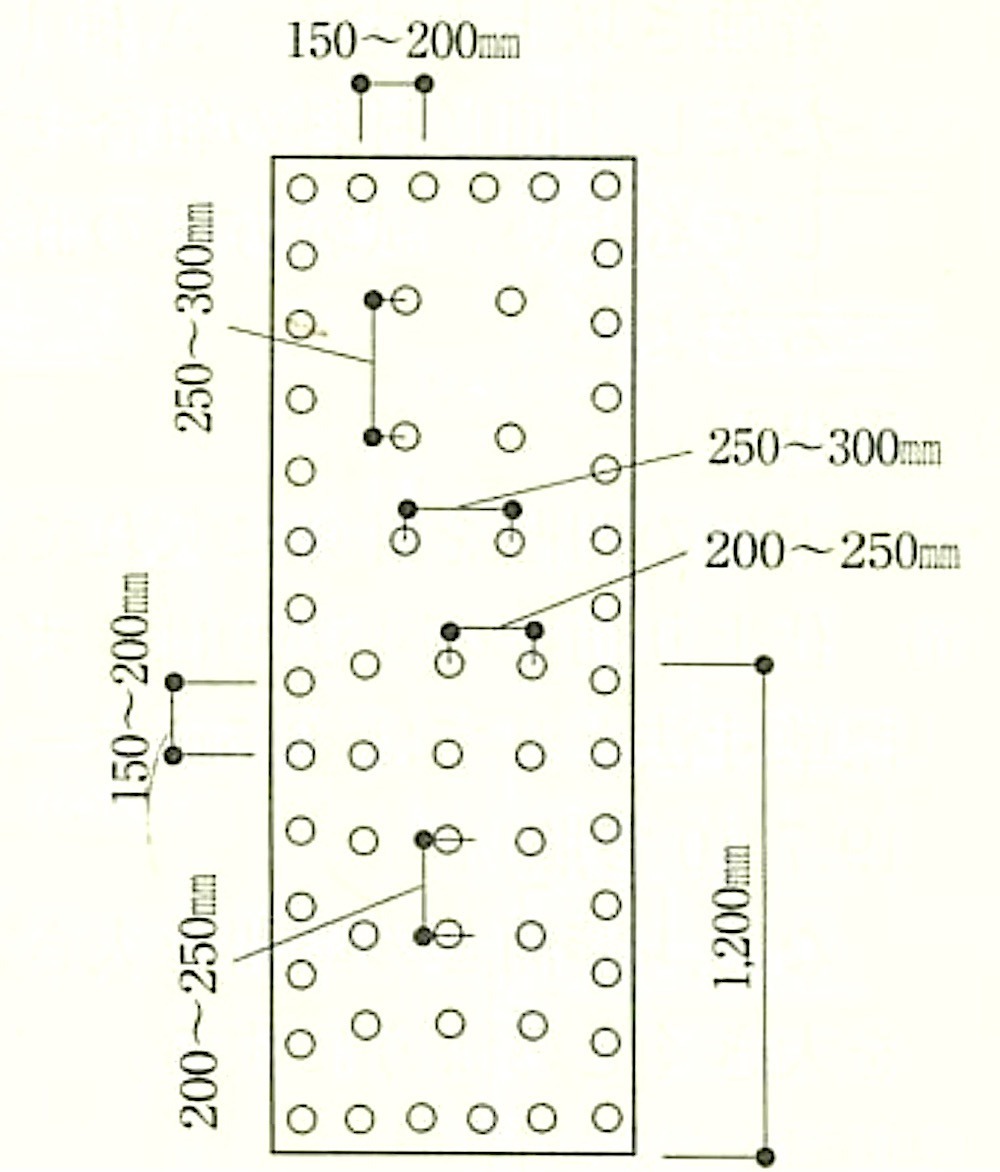
図19.7.12 せっこう系直張り用接着材の間隔
(4) 張付け
(i) ボードを壁に押し付けるようにし、軽く定規でたたいて徐々に接着しながら仕上り墨に合わせていく。
(ii) 定規でボード表面をたたきながら、上下左右の不陸調整を正確に行う。
特にジョイント部分の目違いと壁面全体の不陸を確かめながら張付け作業を進める。
(iii) ボードの圧着の際、床面からの水分の吸上げを防ぐためくさび等をかい、床面から10mm程浮かして張り付ける(図19.7.13参照)。
(iv) 張り付けたボードは、接着材が硬化するまで動かさないように十分注意する。
(v) 出隅、入隅及び梁形のボード張りは図19.7.14による。
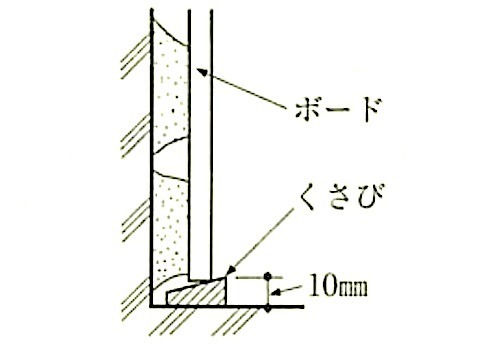
図19.7.13 床取合いの例
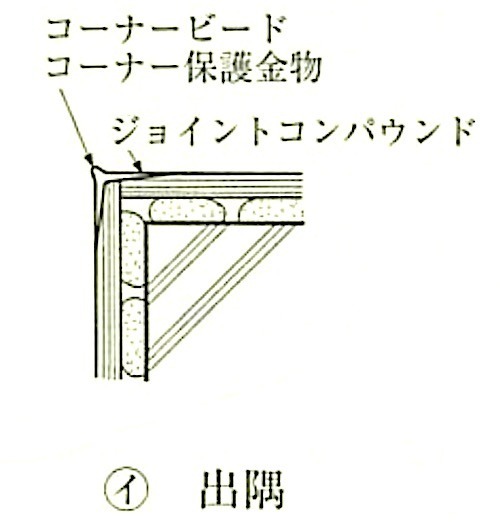
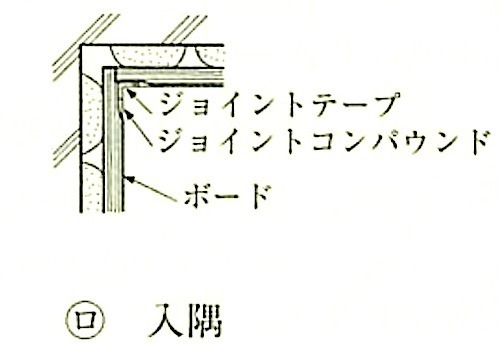
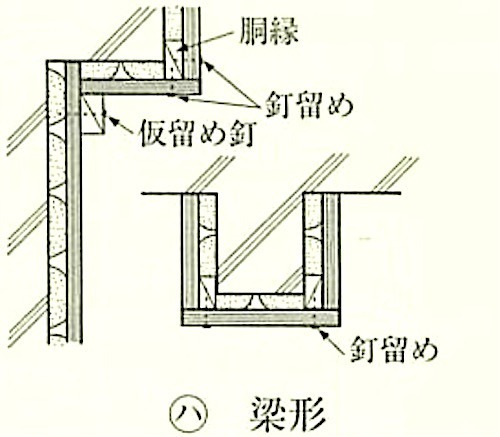
図19.7.14 出隅、入隅及び梁形ボード脹りの例
(5) 接着材は乾燥が遅いので、表面仕上げを通気性のないビニルシート、塗料等とする場合には、接着材が十分に乾燥してからでないと、ボードの表面が湿り、シートの接着材が腐敗、変色してシートにまだらの汚れ等が生じるので注意する。
(f) せっこうボードの目地工法等
(1) 目地工法の種類
せっこうボードの目地工法(継目部分のエッジとエッジの納まり)には、目地処理を行う継目処理工法並びに目地処理を行わない突付け工法及び目透し工法がある(図19.7.15参照)。
継目処理工法は、下地ボード面の調整が仕上げの精度に直接影響する塗装や薄手の壁紙張り等の仕上げの場合に適用される。
突付け工法は、一般的には、倉庫のようなボードの上に仕上げをしない場合に適用される。
目透し工法は、一般的には、意匠的に目地を見せてボードの上に仕上げをする場合に適用される。
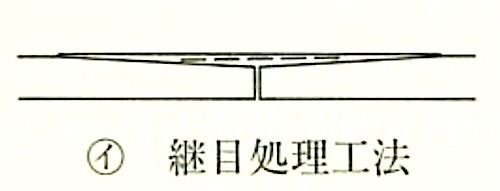
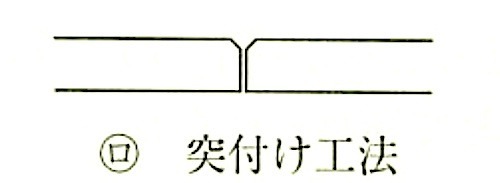
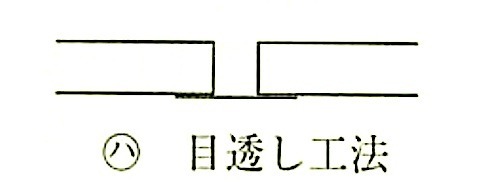
図19.7.15 目地工法の種類
目地工法の3つの種類と一般的に使用されているボードのエッジ等の関係を、図19.7.16に示す。
なお、現在市販されているせっこうボードのJIS規格品は、 表面と裏面及び長さ方向の側面がボード原紙で被覆されている、一般に「へり折り品」と呼ばれるものである。へり折り品の主なエッジの種類を図19.7.17に示す。
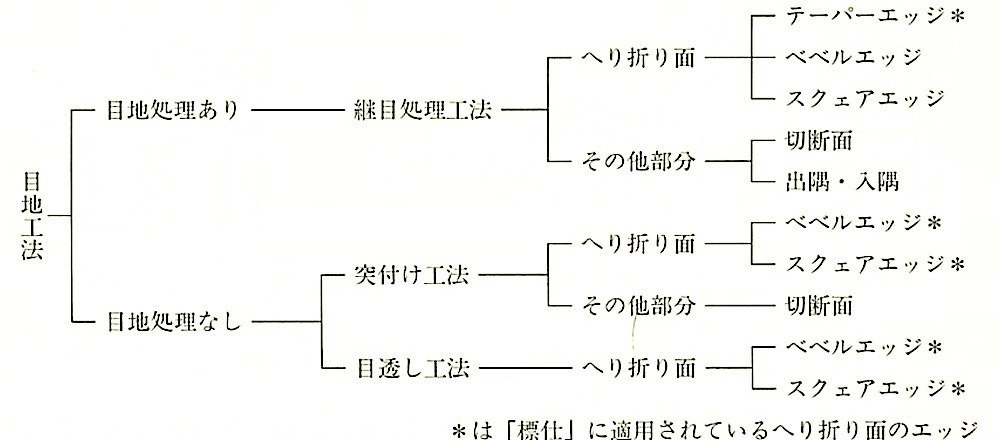
図19.7.16 目地工法の種類とエッジとの関係
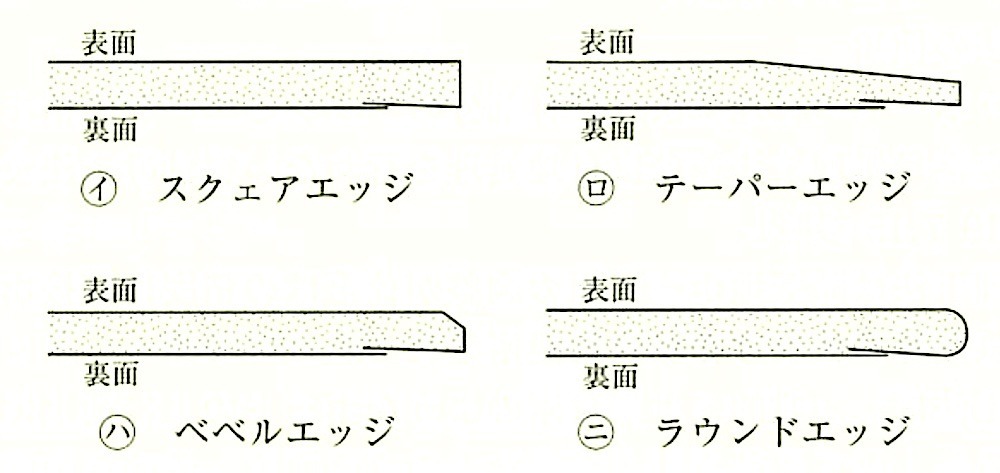
図19.7.17 主なエッジの種類(JIS A 6901 : 2009)
(2) 継目処理工法
継目処理工法とは、せっこうボードのテーパーエッジ、ベベルエッジ又はスクエアエッジボードを使用して継目処理を行い、目地のない平滑な面を作る工法である。
継目処理は、水分を吸収しても伸縮が 0.1%以下であるというせっこうボードの特性を利用したものでせっこうボードの施工の中で最も重要な工程である。
「標仕」では、継目処理用として製造され、平滑な目地のない面を作るのに適しているテーパーエッジボードのみが継目処理工法の使用材料とされている。
なお、ベベルエッジ及びスクエアエッジボードの継目処理は、テーパーエッジよりも節易であるので、施工場所等によっては行われている。
?@ へり折り面どうし(テーパーエッジボード)の場合
テーパーエッジボードは、長手方向にテーパーがついたもので、平滑な下地面を作るのに適している。
「標仕」で規定されている工法(「標仕」19.7.3(g)(2)(i))を図解すると図19.7.18のようになる。
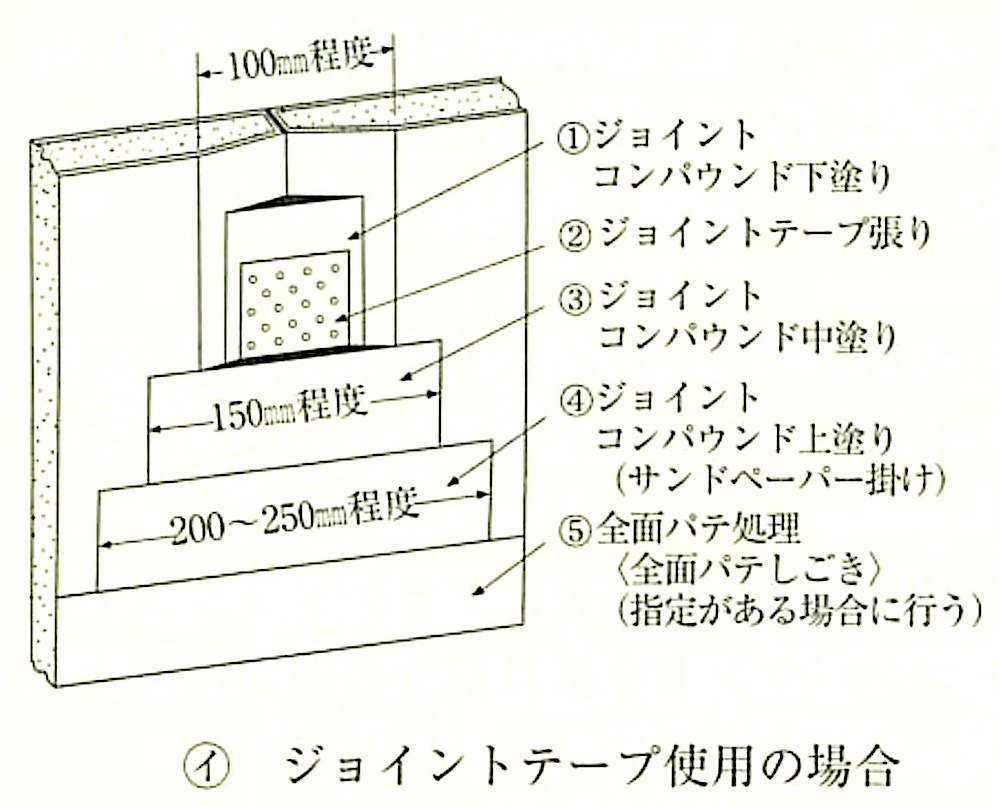
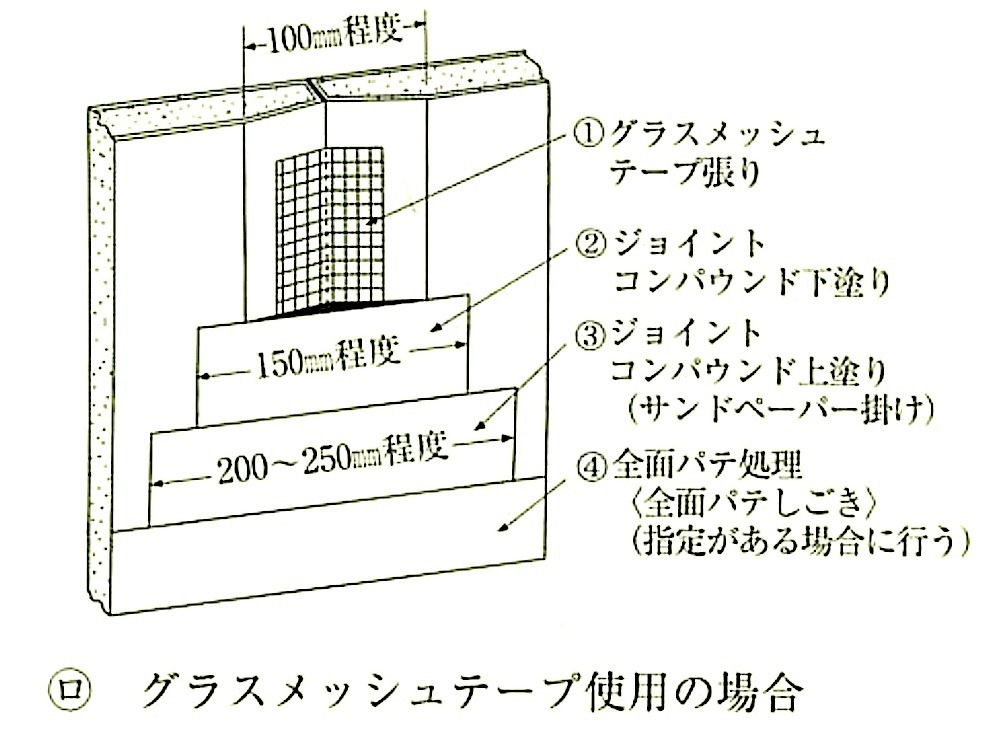
図19.7.18 テーパーエッジボードの継目処理工程図
?A へり折り面どうし(ベベルエッジボード)の場合(「標仕」以外の工法)
「標仕」では規定されていないが、一般的な工法を次に示す。また、それを図解すると図19.7.19のようになる。
1) 下塗り及びテープ張り
継目部分のV溝にジョイントコンパウンドを埋め込みながら、その周辺を平らに仕上げる。次のジョイントテープ張りはテーパーエッジのテープ張りに準ずる。
なお、グラスメッシュテープを使用する場合は、先にグラスメッシュテープを張り、その上からジョイントコンパウンドをV溝に埋め込み、平らに仕上げる。
2) 中塗り
中途りは、テーパーエッジの中途りに準ずる。ただし、ジョイントコンパウンドはできるだけ薄く、幅400〜500mm程度に塗り広げる。
3) 上途り
上塗りは、テーパーエッジの上途りに準ずる。ただし、ジョイントコンパウンドはできるだけ薄く、幅500〜600mm程度に塗り広げる。
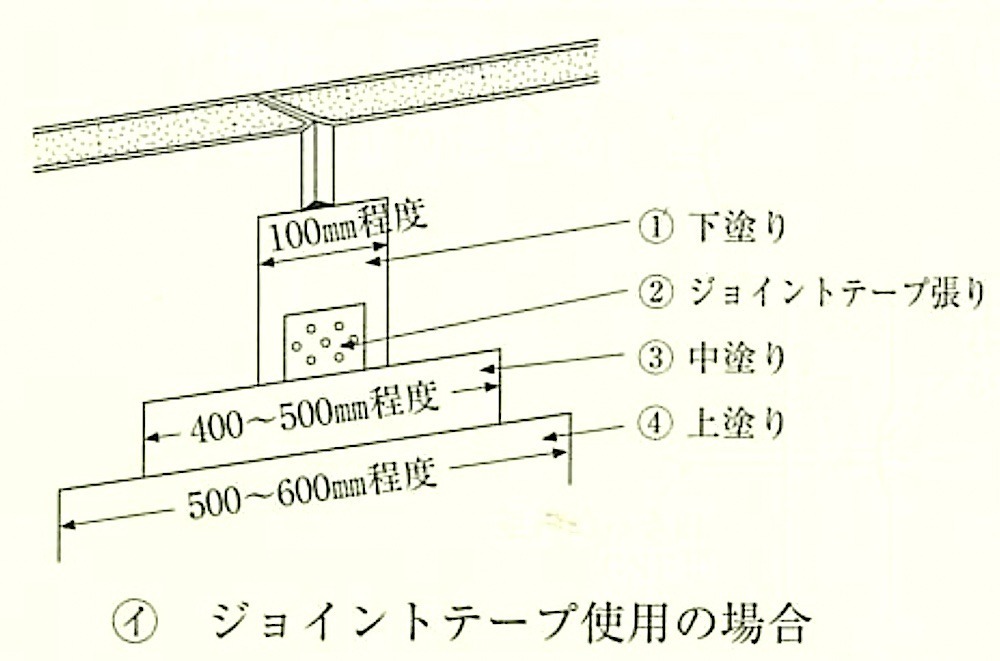
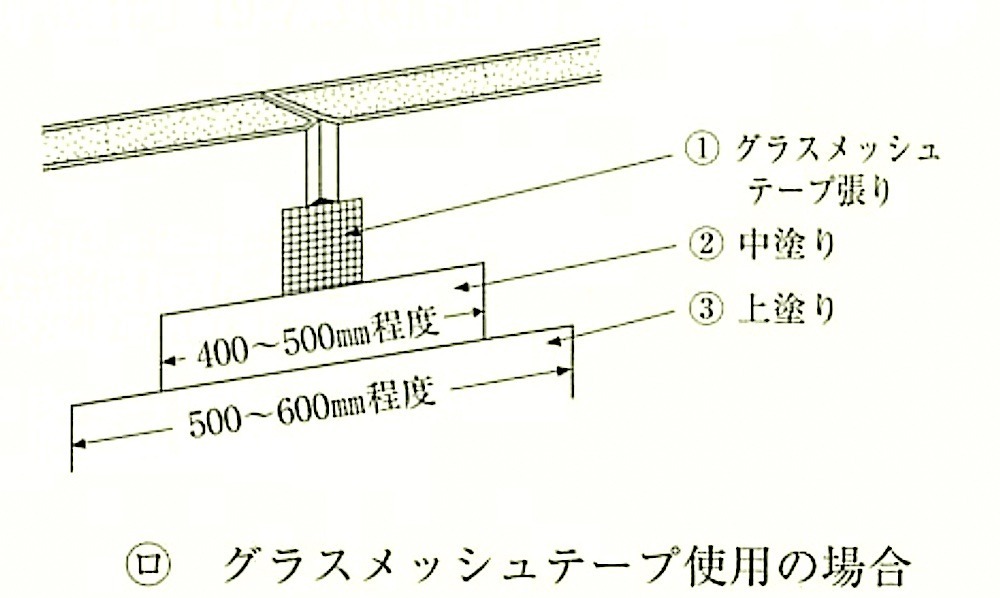
図19.7.19 ベベルエッジボードの継目処理工程図
?B へり折り面どうし(スクエアエッジボード)の場合(「標仕」以外の工法)
「標仕」では規定されていないが、一般的な工法を次に示す。また、それを図解すると図19.7.20のようになる。
1) 下塗り及びテープ張り
継目部分の隙間にジョイントコンパウンドを埋め込みながら、その周辺を平らに仕上げる。次のジョイントテープ張りはテーパーエッジのテープ張りに準ずる。
なお、グラスメッシュテープを使用する場合は、先にグラスメッシュテープを張り、その上からジョイントコンパウンドを継目部分の隙間に埋め込み平らに仕上げる。
2) 中塗り
中塗りは、ベベルエッジの中塗りに準ずる。
3) 上塗り
上塗りは、ベベルエッジの上塗りに準ずる。
?C 切断面どうしの場合
「標仕」に規定されている工法(「標仕」19.7.3(g)(z)(ii))を図解すると図 19.7.20のようになる。ただし、突付け前に切断面のボード用原紙表面の面取りを行う。
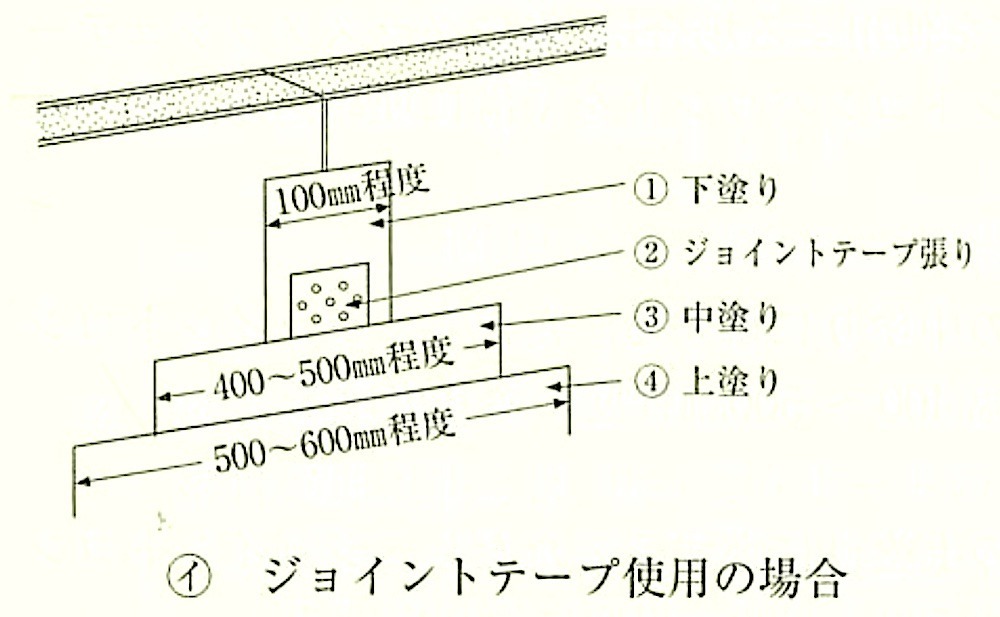
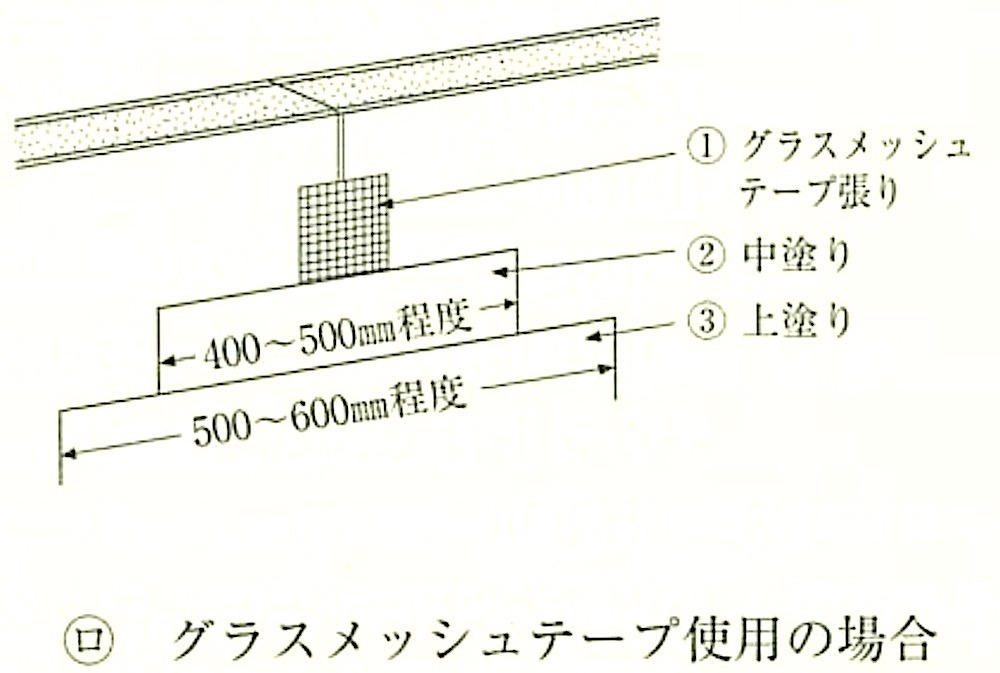
図19.7.20 スクエアエッジボードどうし及び切断面どうしの継目処理工程図
?D 出隈・入隅部の処理
「標仕」に規定されている工法(「標仕」19.7.3 (g)(z)(ii))を図解すると図19.7.21のようになる。
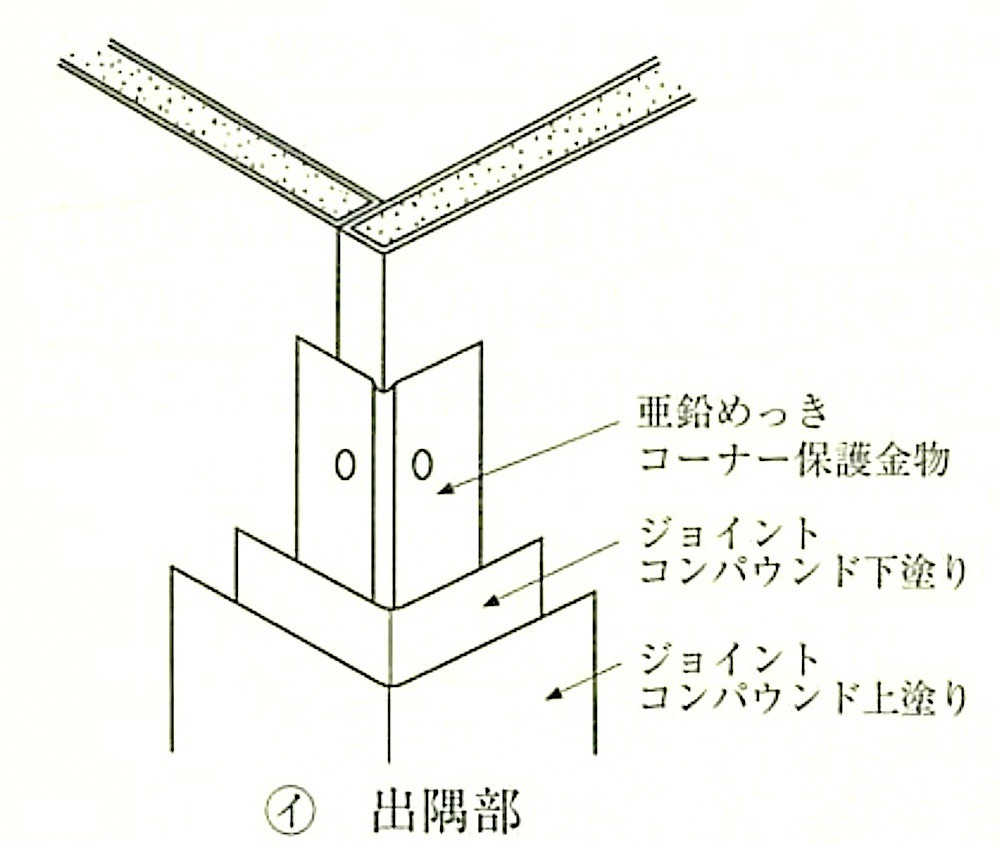
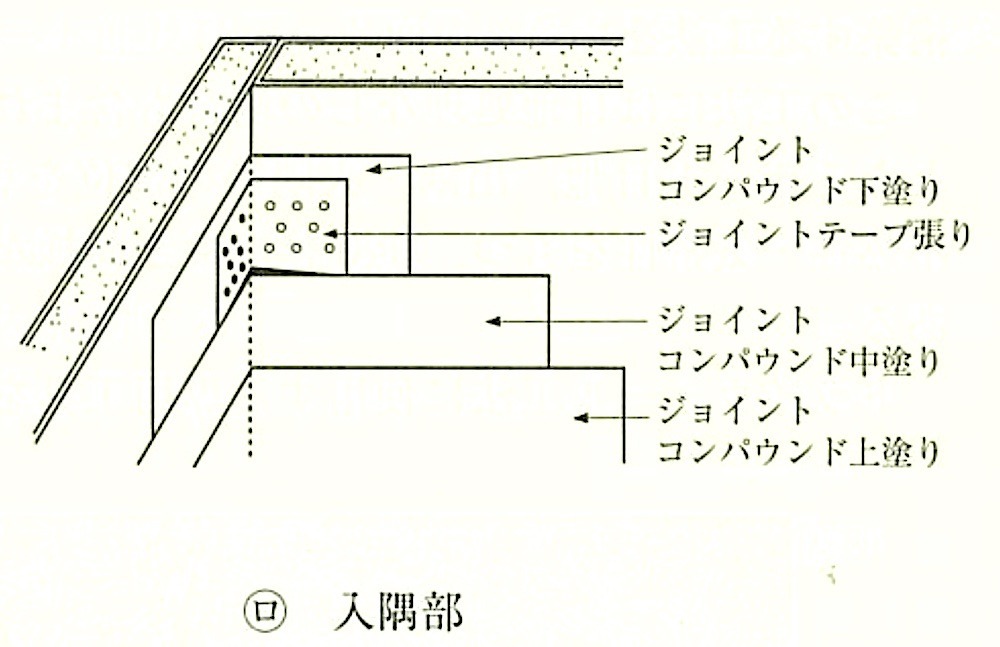
図19.7.21 出隅、入隅部の処理
(3) 突付け工法
ボードの上に仕上げを行わない場合に、ベベルエッジ若しくはスクエアエッジ ボードのへり折り面どうし又は切断面どうしを突き付け密着させて張る工法である。
切断面どうしの場合は、切断面の凹凸をカッターナイフ、やすり等で平滑にして突き付け接合する。
(4) 目透し工法
目地を美しく見せるために意匠的な意味でベベルエッジ又はスクエアエッジボード接合部を突付けとせず、多少隙間(一般に6〜9mm)を開けて底目地をとり、ボードを張る工法である。
(5) 釘や小ねじ等の頭のくぼみの処理
塗装や簿手の壁紙張り等の仕上げを行う場合、下地ボードの調整が仕上げ精度に直接影響することから、留付け材の頭のくぼんだ箇所は、ジョイントコンパウンドで平滑に仕上げることが必要である。
「標仕」で規定されている工法(「標仕」19.7.3(g)(5)(i))を図解すると図19.7.22のようになる。
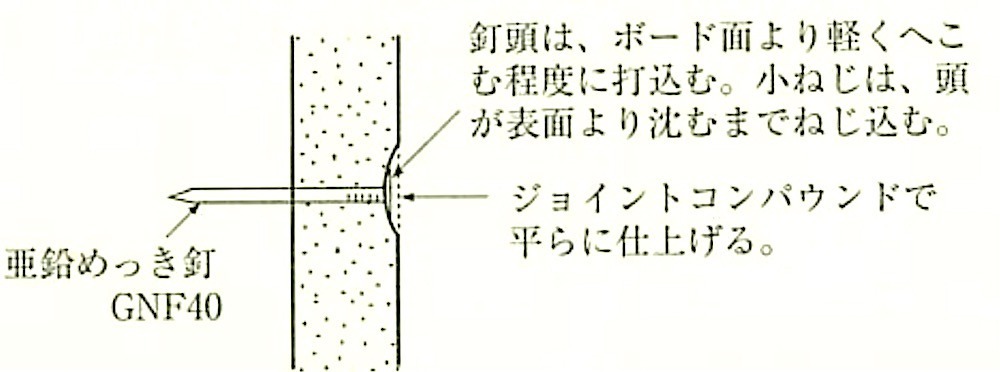
図19.7.22 釘及び小ねじ頭の処理
(g) ドライウォール工法
本来は、工場生涯によるボード類を使用して壁・天井等をつくる乾式工法のことであるが,近年は北米を中心に発達した、ボード取付け用下地材、せっこうボード類、ボード留付け材、ジョイントコンパウンド、ジョイントテープ及びコーナービード等の材料を用いてボードの取付け下地から継目処理まで一式で壁・天井を構築する工法をいう。
この工法には目地処理なしの場合も含まれるが、一番の特徴は、乾式工法の弱点となるボード目地、出隅・入隅等の部位を専用の材料と工具を用いて補強処理し、不燃性・気密性をもつ、塗り仕上げと同様な一体の壁・天井面を得られるところにある。
ドライウォール工法に使用する専用工具を図19.7.23に示す。
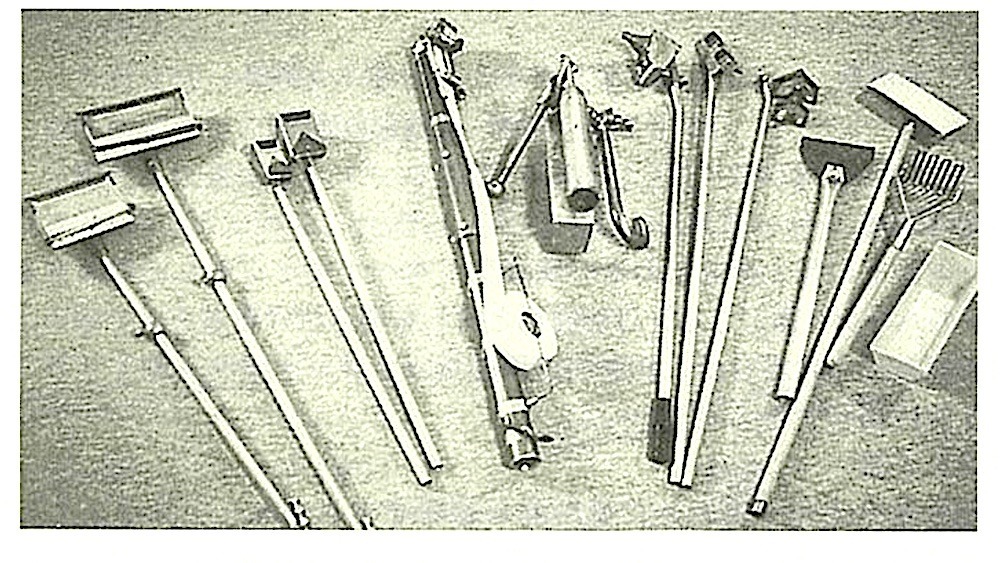
図19.7.23 ドライウォール工法用工具