
[試作スピーカー] カテゴリの記事
全148件 (148件中 1-50件目)
-

試作スピーカー13.2(直線カット用治具11)
切ってみたけれど、これがなかなか厳しい。歪みます。刃を2枚にするとか、ワークに押されないようにしないとまた横方向に切れないのでリニアシャフトを2本にしようかと検討中
2024/05/07
コメント(0)
-
試作スピーカー13.1(直線カット用治具10)
刃物の取り付け部位の調整が難しくなかなかカットに踏み切れない。フライス盤のようにシャフトを2本にしないとだめなのかもしれない。超音波カッターの最適振幅や最適ワット数というのもわからない。試しに振幅MAXに設定したところ薄長刃が折れて飛んでいった。やってみるしかない。
2024/05/06
コメント(0)
-

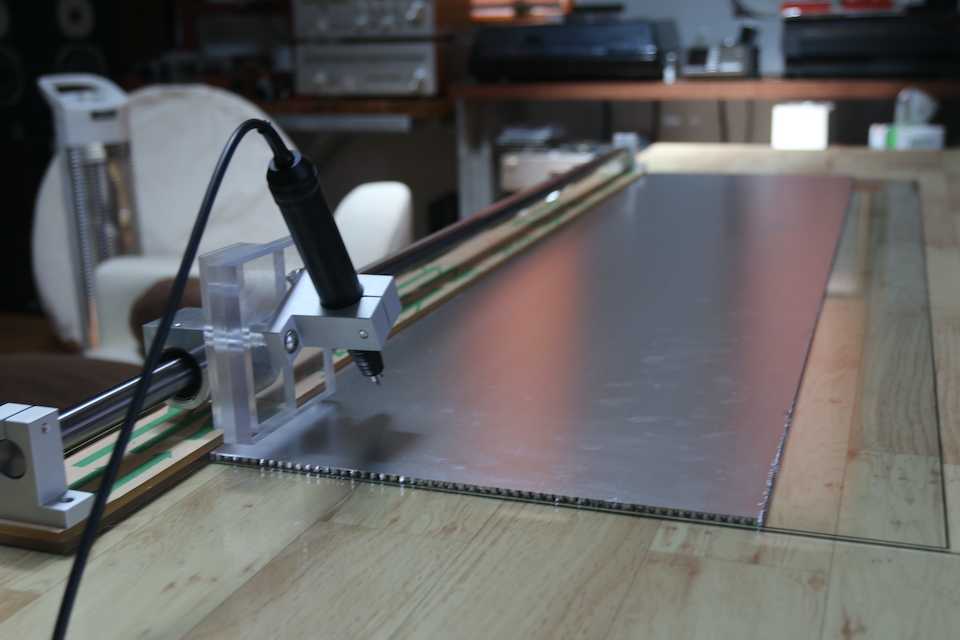
試作スピーカー13.0(直線カット用治具9)
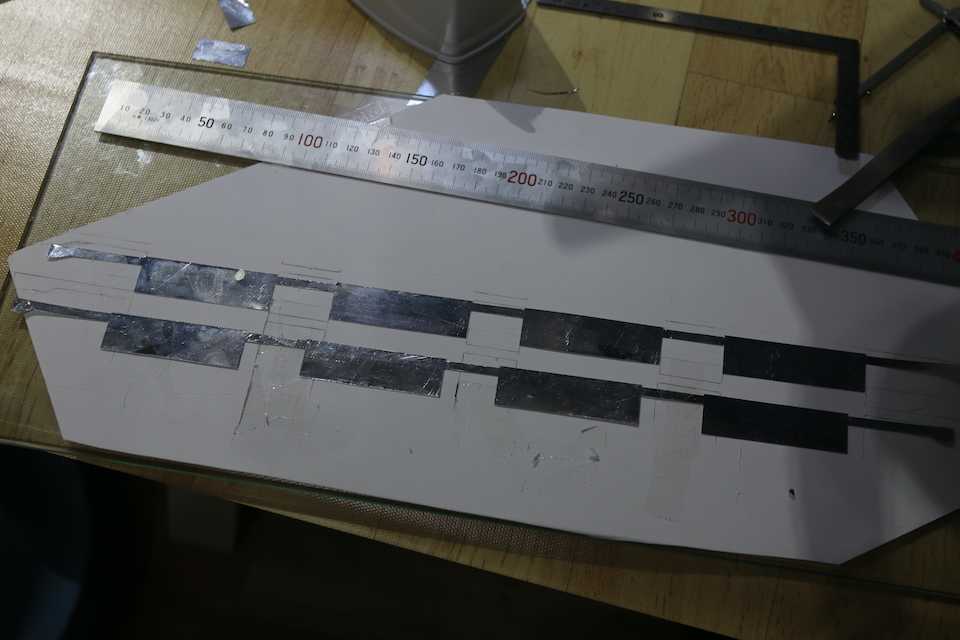
下地がガラスやアクリル板ではそりやうねりなど平行度が保てないので、t:8mmのA5052(アルミ板)を使ってみることにした。これでも平行度は怪しい。でクランプで平行度の補正をしている。この連休中にアルミハニカム振動板の切り出しにこぎつきたいのだが
2024/05/04
コメント(0)
-

部品の整理0.0
モードレススピーカを作り始めて、さまざまな部品が増えて、電子部品だけで机の上が埋まってしまった。で、小引き出しがたくさん付いた卓上キャビネットを買った。連休中に部品を整理して収納したいのだが
2024/05/04
コメント(0)
-

試作スピーカー12.9(直線カット用治具8)
シャフトホルダーの固定方法を考えていた。下地がアクリル板やガラス板なのでタッピングするには不適当な素材だ。クリップやクランプで固定する方法を取ることにした。微調整もできないことはない。丸い振動板のスピーカーは多いが四角の振動板はあまりない。理由は工作が難しいので量産性に問題があるからだ。つまりコストアップが著しいので、商売的に丸に勝てないのだ。丸なら旋盤や回転台が使える。作り始めてみるとそれがよく分かる。ま、僕は日常的に単品生産しかしていないので、なんとも思わないが。
2024/04/28
コメント(0)
-

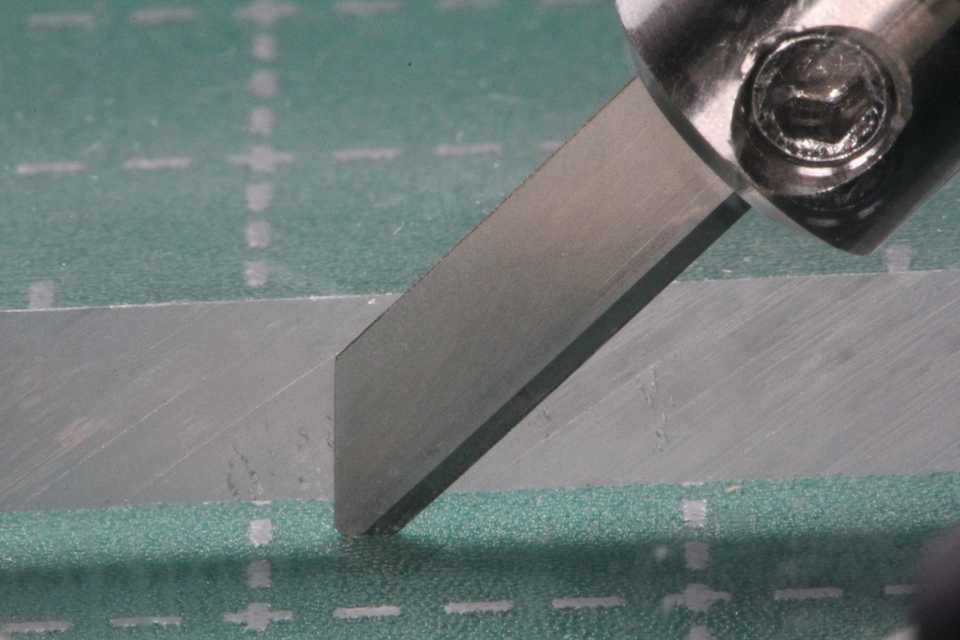
試作スピーカー12.8(直線カット用治具7)
薄長刃の刃角はどの程度が適正か?小さいほど切れるが、刃先が壊れやすい。カッターナイフの場合30度推奨とあった。かなり悩んでいたのだが、45度にした。特に理論的根拠はない。これ以上小さくするとフレームにネジが干渉するからというだけだ。
2024/04/26
コメント(0)
-
試作スピーカー12.7(直線カット用治具6)
発注済みの最後のパーツは明日届く予定なのだが、カッティングガイドに本体を固定する方法が思いつかない。鉄製のリニアシャフト自体が重いので固定は必要ないのかもしれない。テープで仮固定とか。薄長刃t:015mmを装着してみた。超音波カッターは中西のソニックカッターZEROを使う。まだ本番に突入する自信がない。
2024/04/26
コメント(0)
-
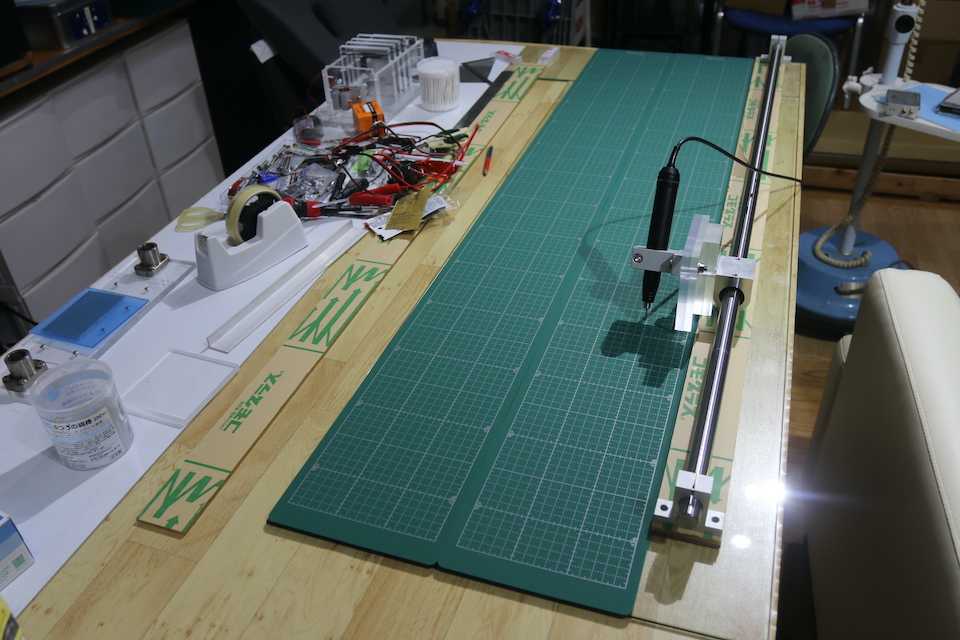
試作スピーカー12.6(直線カット用治具5)
カッティングマットは届いた。
2024/04/22
コメント(0)
-
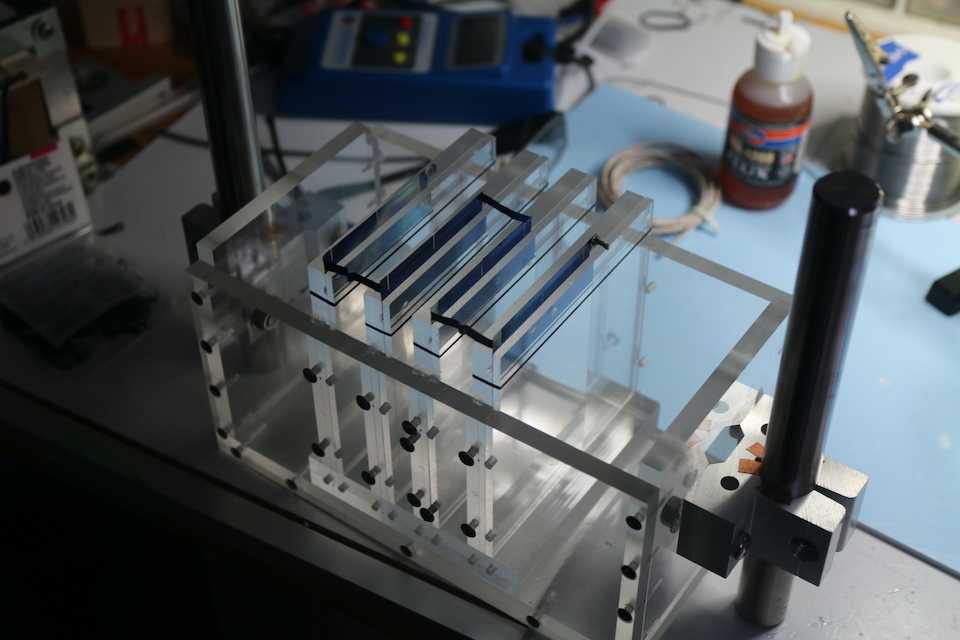
試作スピーカー12.5(直線カット用治具4)
ガラス台が届いたので振動板用に特注したアルミハニカム板を置いてみた。カッティングマットと超音波カッターの薄長刃を発注した。アルミハニカムをカットするのは初めてなので緊張する。
2024/04/19
コメント(0)
-

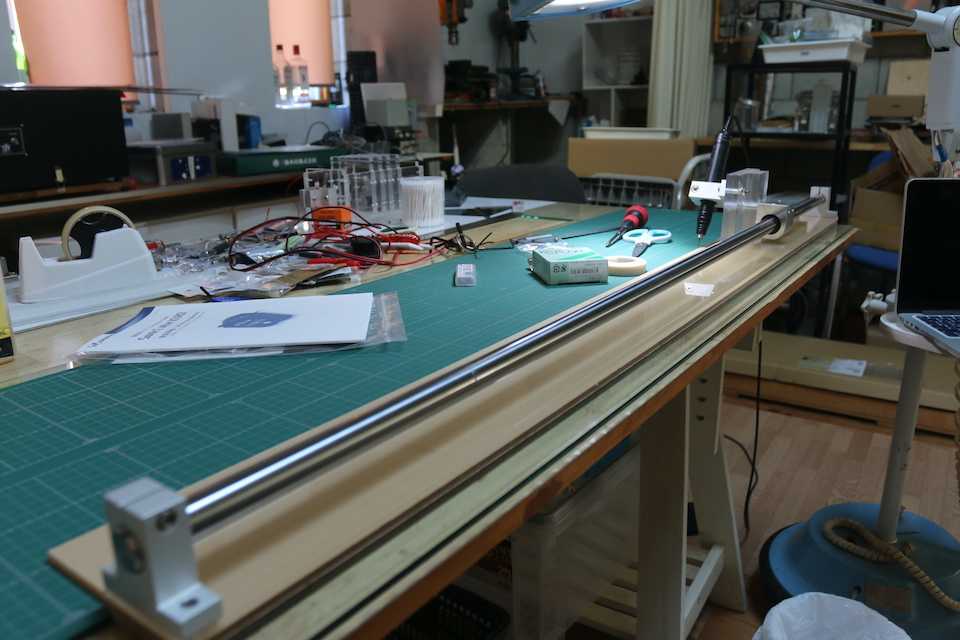
試作スピーカー12.4(直線カット用治具3)
長尺ものに対応できるようにシャフトを1300にしてみた。
2024/04/14
コメント(0)
-

試作スピーカー12.3(直線カット用治具2)
厚手のアクリル板やポリカーボネイト板に穴を開けて組み立ててみた。使えるかどうか。。
2024/04/07
コメント(0)
-
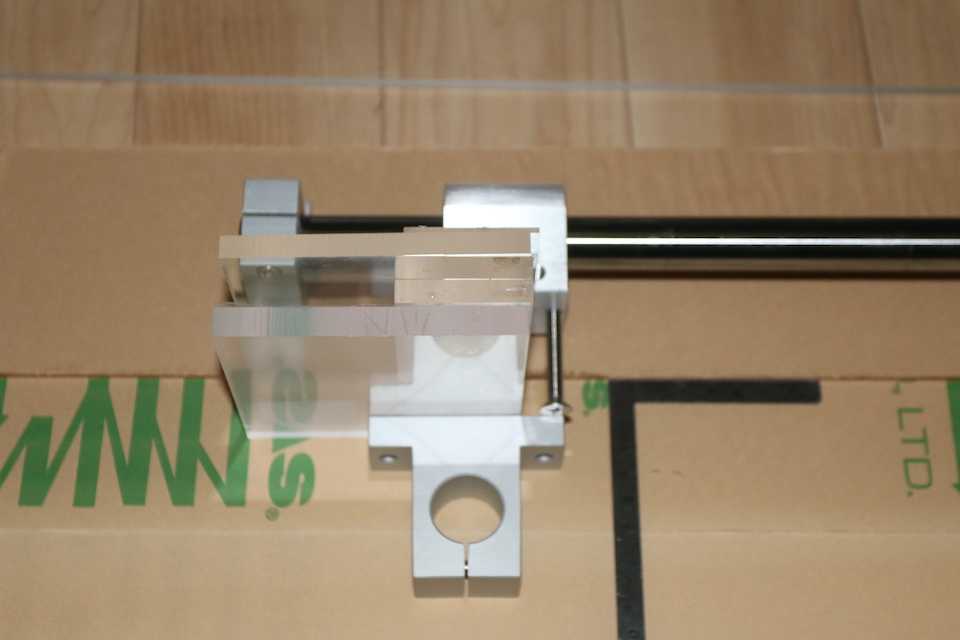
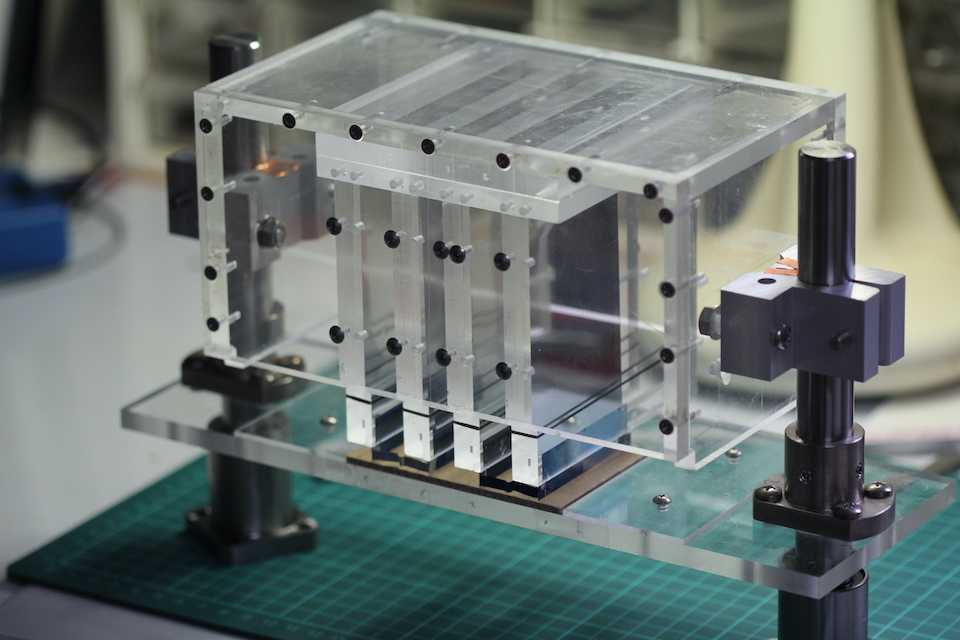
試作スピーカー12.2(直線カット用治具1)
アルミハニカム振動板をカットするためにガイド治具を製作中。リニアブッシュに超音波カッターのハンドピースを取り付けてスライドさせながらカットするつもり。あらかたパーツは揃った。
2024/04/05
コメント(0)
-

試作スピーカー12.1(VPの再作成@アルマイト処理の非物理的マスキング10)
上手く薬液に浸かっていない部分があったようで、とりあえず電解液に通電するところからやり直しています。染まった(酸化アルミニウム)けど、向こう側のリード部分が染まりすぎた。脆くなる。やはりコントロールは難しい。
2024/03/24
コメント(2)
-
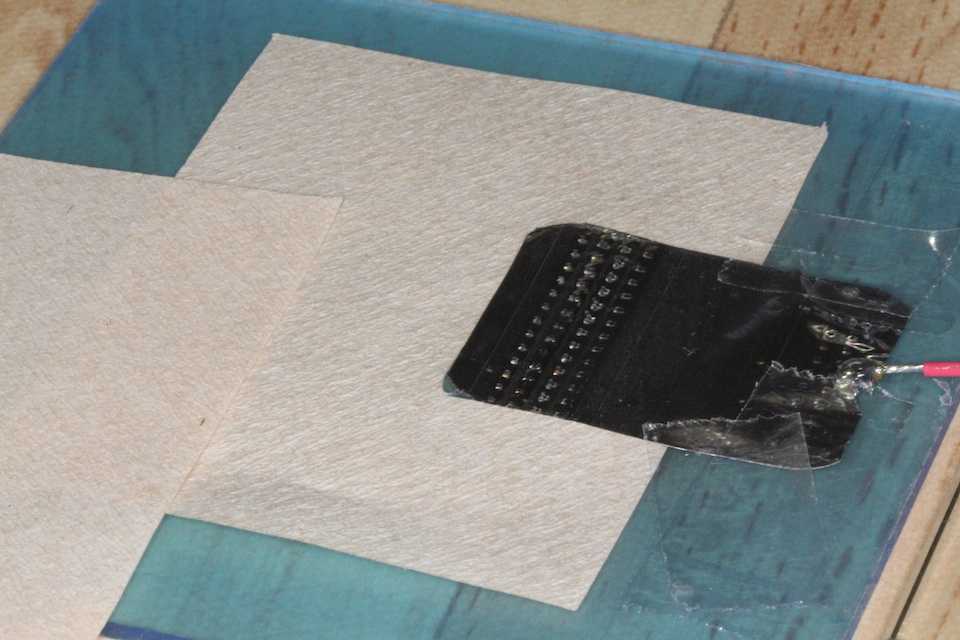
試作スピーカー12.0(VPの再作成@アルマイト処理の非物理的マスキング9)
ペーパーフィルターを加工して対電極の鉛板はデンタルフィルム内蔵のものを流用した。
2024/03/24
コメント(0)
-
試作スピーカー11.9(VPの再作成@アルマイト処理の非物理的マスキング8)
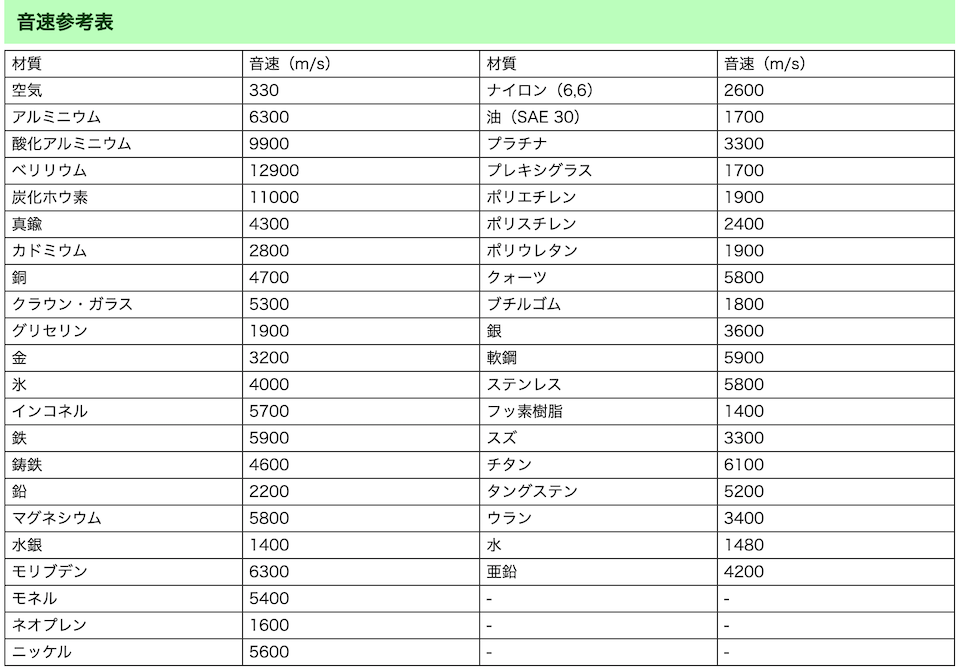
音速を速くすると周波数特性が高域方向に伸びる。酸化アルミニウムはアルミニウムの1.5倍あるので有利だ。同じf特なら磁気回路を減らすことができる。なんとか薄いワークにもアルマイト処理ができるようにしたい。https://ureruzo.com/thickness_genri.htm
2024/03/24
コメント(0)
-
試作スピーカー11.8(VPの再作成@アルマイト処理の非物理的マスキング7)
ワークを溶液に浸ける方法はコントロールが難しいので、濾紙に溶液を含ませアルマイト処理したい部分に接触させることにした。とりあえず振動板とVP間の電気的に絶縁したい部分だけでも処理したい。本当はVP全体を酸化アルミニウムで覆いたい。ルビーコーティングをするということなので音速が速くなると思われるからだ。ルビークラッドアルミニウムというわけだ。
2024/03/24
コメント(0)
-
試作スピーカー11.7(VPの再作成@アルマイト処理の非物理的マスキング6)
電流を流しっぱなしにして忘れていたので、ワークが溶けてしまった。で、仕方なくワークを切り出した。2枚切ったが、一枚4時間かかる。だいぶ練習させられた。。
2024/03/22
コメント(0)
-

試作スピーカー11.6(VPの再作成@アルマイト処理の非物理的マスキング5)
続きつうかhttps://plaza.rakuten.co.jp/mabo400dc/diary/202403210000/希硫酸中で通電20分のつもりがビデオ見ていて1時間以上経過、、溶けた。。電気化学は恐ろしい、、虫歯も同じ原理なんだよねw酸だけでは虫歯にならない。電気が必須「虫歯の電気化学説」を歯医者が完全無視しているのはこんなことがバレたら一挙に虫歯の予防法がわかってしまって、食えなくなるんだよね。歯医者いらねって。でも、もうそろそろバレるよねwまた一からやり直し
2024/03/21
コメント(0)
-

試作スピーカー11.5(VPの再作成@アルマイト処理の非物理的マスキング4)
本番です陽極酸化、12V、200mA、20分でやってみます。次のステップは銅メッキしたいのでジンケート処理のための塩化亜鉛溶液を発注した。これは業務用の危険物なので個人では買えないようだ。
2024/03/21
コメント(0)
-
試作スピーカー11.4(VPの再作成@アルマイト処理の非物理的マスキング3)
ちょっと幅広すぎたけれどなんとかなるか。。反対側もやってみるつもり
2024/03/19
コメント(0)
-
試作スピーカー11.3(VPの再作成@アルマイト処理の非物理的マスキング2)
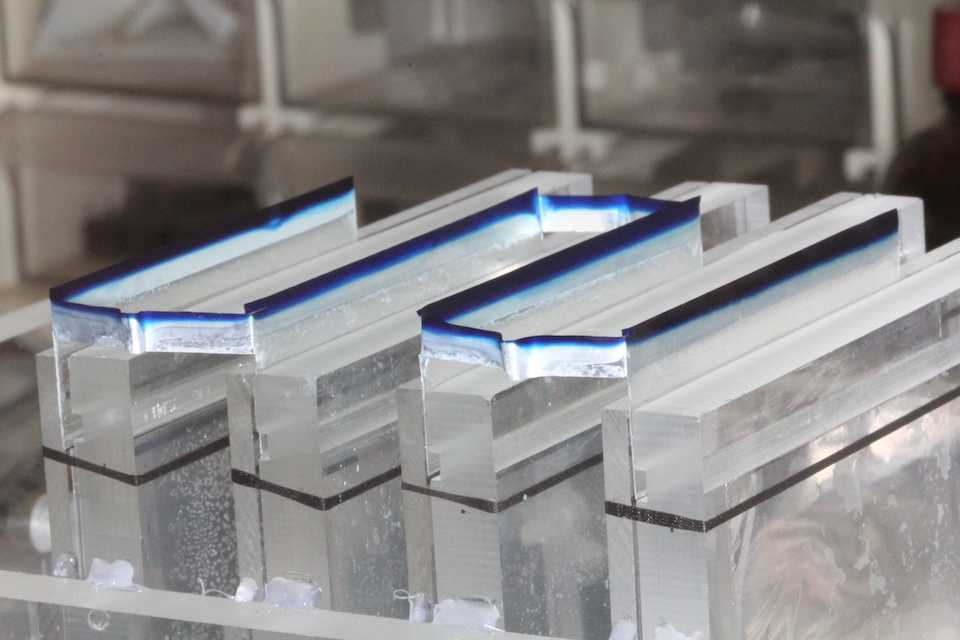
陽極酸化工程と染色までいったのだが。。途中から電解液が昇ってきて(?)電流が250mAから1A位になった。その所為か硫酸アルミニウムと思しき結晶が析出したが、水洗で流れた。
2024/03/18
コメント(0)
-

試作スピーカー11.2(VPの再作成@アルマイト処理の非物理的マスキング)
マスキングに塗るタイプと貼るタイプを試したが、両方ともだめで、マスキングは諦めて組み立て治具に取り付けて液に直接必要な部分だけ浸漬することにした。調整が難しい。ヒタヒタ次回は電極を仕込む段取り
2024/03/17
コメント(0)
-

試作スピーカー11.1(VPの再作成@アルマイト処理のマスキング)
前回の塗るタイプのマスキング液の類は使い物にならなかった。アルムーバ(NaOH)で簡単に剥がれてしまった。https://plaza.rakuten.co.jp/mabo400dc/diary/202403150000/それではということでプリント基盤作成やメッキ用のマスキングテープを3種類試してみた。エッチング工程:30分陽極酸化工程:12V、0.2A:30分通電この段階でテープは剥がれている。真ん中のものは早かった。幅広のテープも真ん中だけしか粘着していない。2次電解、封孔工程まで終わったが。使えない。。Youtubeでもアルマイト処理のマスキングはかなり厳重なものでこのような薄く強度の低いワーク向きではなかった。
2024/03/17
コメント(0)
-

試作スピーカー11.0(VPの再作成@アルマイト処理のマスキング)
アルマイト処理したくない部分をマスキングする方法を探している。プラモデル用のマスキング液は使いやすいが剥がれやすい。というか剥がすことが前提だからだ。シリコン充填材は硬すぎるようで伸びが悪い。レジンの重合を阻害する酸素を遮断する目的の歯科用のマスキング材を試しているがどうだろうか?液体ゴムは塗りやすいのだが使えるだろうか?
2024/03/15
コメント(0)
-

試作スピーカー10.9(VPの再作成)
アルマイト処理によりVPの厚さが薄くなり、また硬くなったのでコの字型に曲げたら折れた。。しかも錦糸線の方がフレキシブルではないので、VPから出力端子までアルミ板一体型で作ることにした。アルミと銅のハンダ付けも最小限で済む。VPのアルミ板からの切り直しだ。折れないための工夫を考えなければならない。今日は診療はお休みなので臨床系の記事もお休み。HS-10000(一万番)で、数えてみたら17枚あったマイルスのSACDを聴きながらの作業をした。マイルスの音源は総じて音が良い。お酒もリラックスのため少々w疲れた
2024/03/10
コメント(0)
-

CAD/CAM フライス盤2
前回の続きというか2018年の続きだ。https://plaza.rakuten.co.jp/mabo400dc/diary/202305270003/長年身体を酷使した所為か、身体が悲鳴をあげている。手作業でフライス加工ができる気がしない。レーザー加工もする必要があるだろう。グルーをCNCで自動塗布もする必要もあるだろう。加齢による身体機能の劣化もあって日常生活すらままならなくなっている。なんとしてもNCフライスマシンを構築したい。CADは導入したので、次はCAMを導入予定だがまだ目星が付いていない。6年前の続きになるが、ステッピングモーターの調子が悪い。手で回すと回らない、無理矢理回してもガリもあるようだ。KH56QM2-912という機種なのだが、部品交換しようにも古くて入手困難だ。後継機種も探せない。仕方がないので分解掃除をしてみることにした。磁気ギャップに磁性ゴミでも付着しているのかもしれない。分解して内部をよく観察してみたのだが、異物は発見できなかった。そのまま再組み立てしたらスムーズに回るようになった。誰かが落として歪んだのかもしれない。とりあえず治ってよかった。
2024/03/10
コメント(0)
-
試作スピーカー10.8(VPの振動板取り付け演習10:VPの温度上昇)
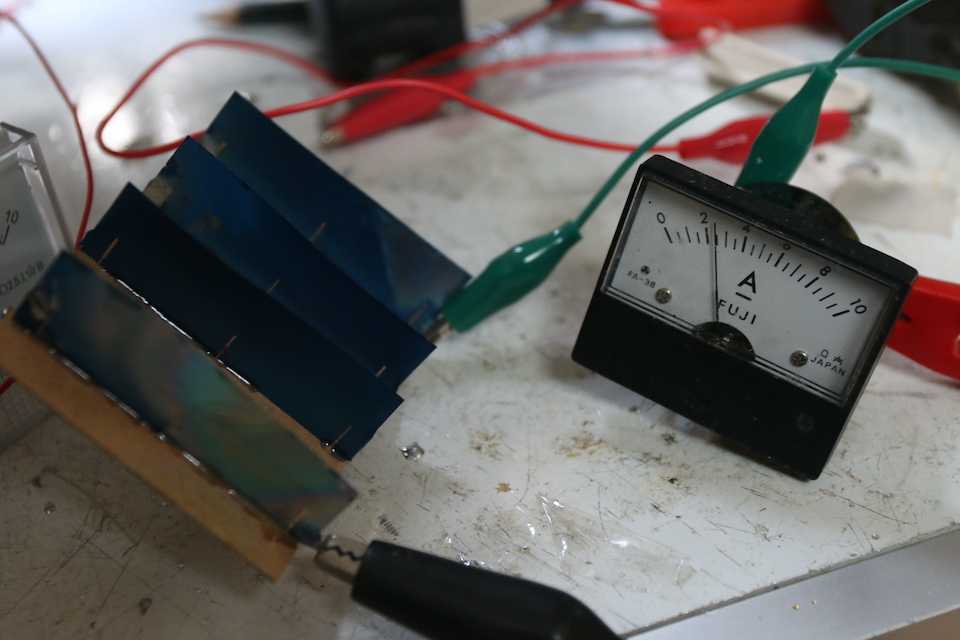
エポキシ系接着剤もマグネットも80℃の耐熱温度があるので、VPに電流を流すとどの程度の温度上昇になるのかやってみた。2.5A5分の通電で18.5℃から23℃までの上昇2.5A通電時のVPの両端電圧167mV。VPの抵抗値は0.067Ω程度
2024/03/04
コメント(0)
-
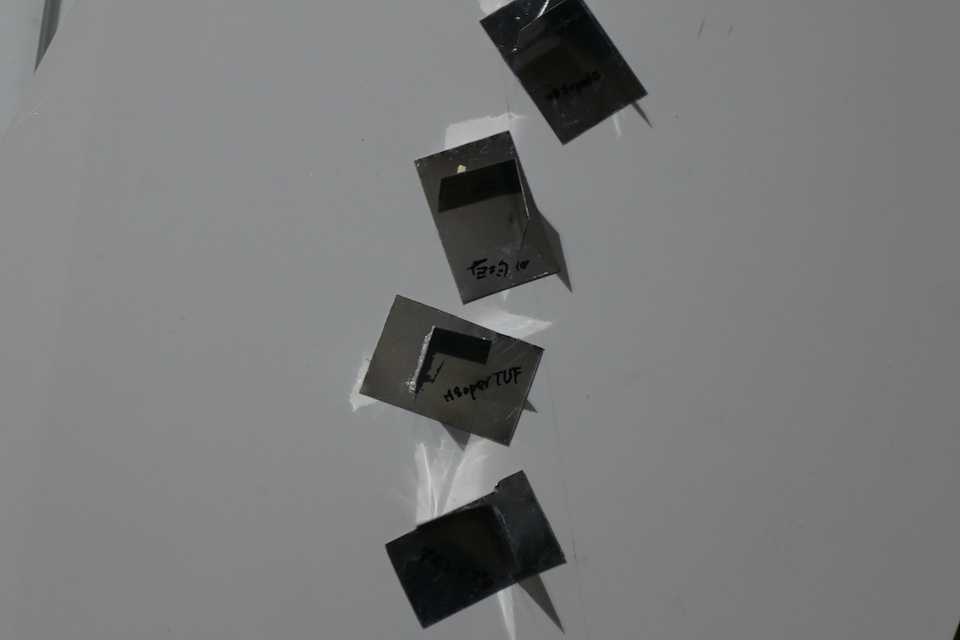
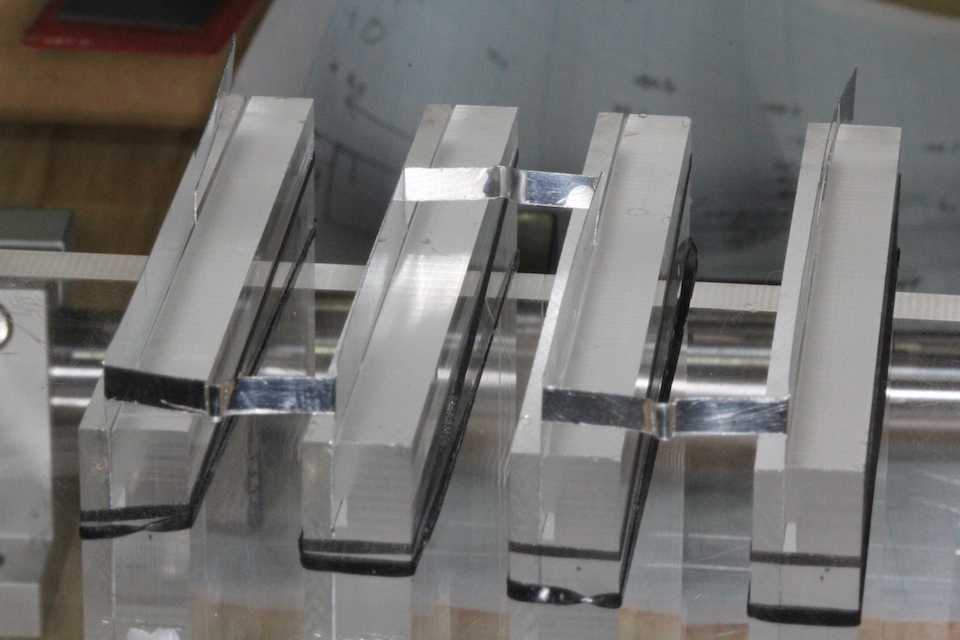
試作スピーカー10.7(VPの振動板取り付け演習9:2液性エポキシ接着剤)
エポキシ3種類、シアノアクリレート系1種類のテストピースを作ってテスト中。高耐熱240℃とかは金属フィラーが入っているらしく透明ではないのが難点。Loctiteは耐熱温度が30℃しかない?通常は80℃くらいはあるのだが。接着剤1つをとっても問題山積。。
2024/03/04
コメント(0)
-
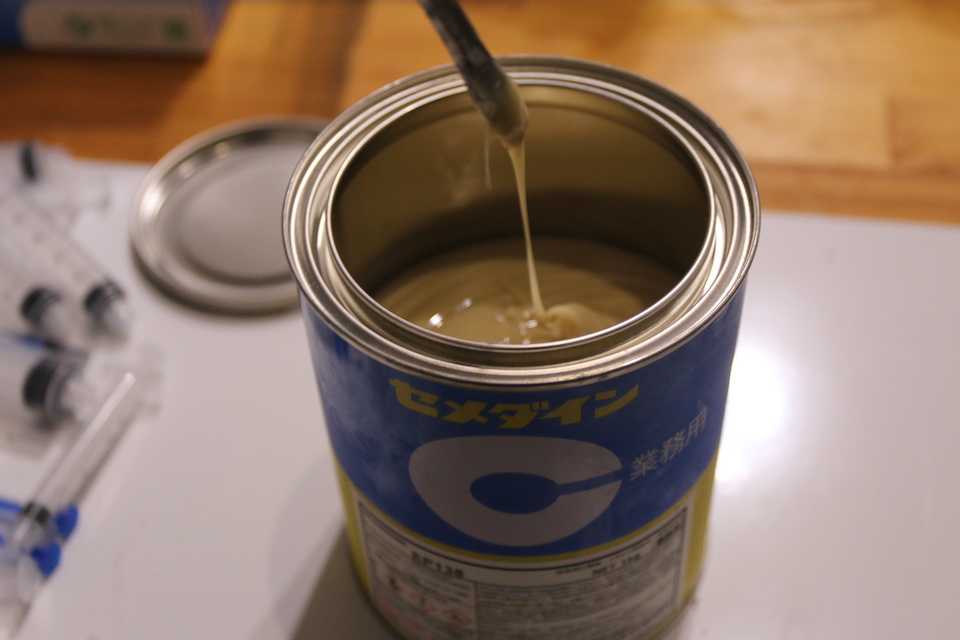
試作スピーカー10.6(VPの振動板取り付け演習8:加熱硬化型エポキシ)
蓋を開けてみて初めて分かったという間抜けさで、セメダイン製EP138は粘性が高過ぎてシリンジでは使えなかった。もう少し低粘度なEP106ELを発注予定だが、いずれも透明ではないところが難点。
2024/02/26
コメント(0)
-

試作スピーカー10.5(VPの振動板取り付け演習7:ルアーロックシリンジ)
業務で使っているシリンジもルアーロックだったが、アマに発注したら翌日に届いた。詰め合わせセット。明日はいよいよ加熱硬化型エポキシのデビューだ
2024/02/24
コメント(0)
-

試作スピーカー10.4(VPの振動板取り付け演習6:ルアーロックシリンジ)
治具から外してみたエポキシ塗布は手では無理そうなんで、ルアーロック式のシリンジを発注した。
2024/02/23
コメント(0)
-

試作スピーカー10.3(VPの振動板取り付け演習5)
まだ振動板とVPの接着の試作をしている。今度は振動板にアルミ板を使ってみた。加熱しても変形しないことを確認したい。
2024/02/23
コメント(0)
-

試作スピーカー10.2(定電圧電源の増設)
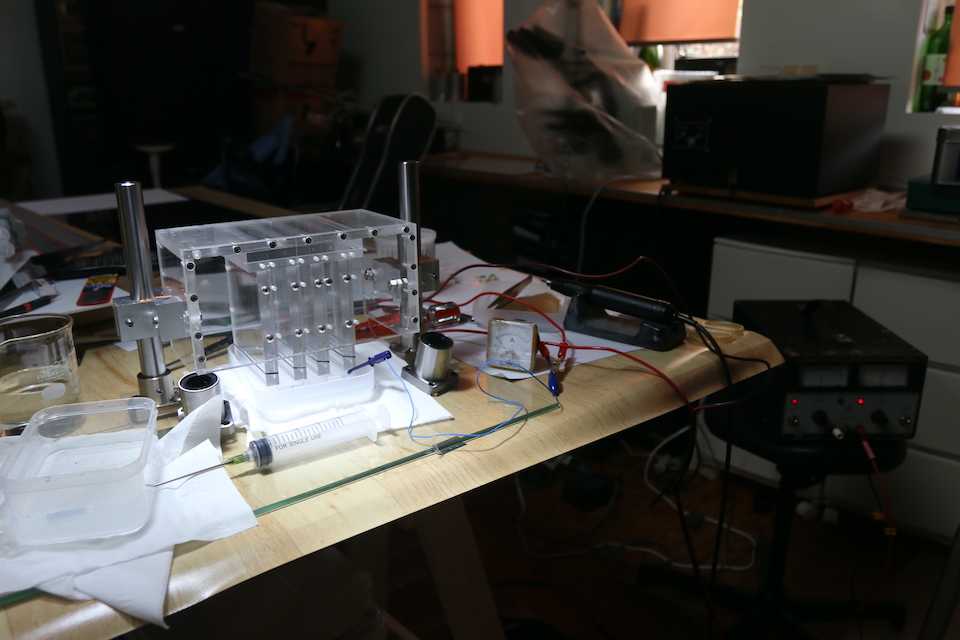
定電流アンプの試作には電源が4系統も必要なので追加で中古をゲットした。同じ菊水の昔の製品だ。お中華の新品は安いのだがすぐ壊れるので信頼性に欠ける。アルマイト処理用にも中古をゲットした。定電流機能というか電流リミッターが付いているのでお誂え向きだ。
2024/02/22
コメント(0)
-
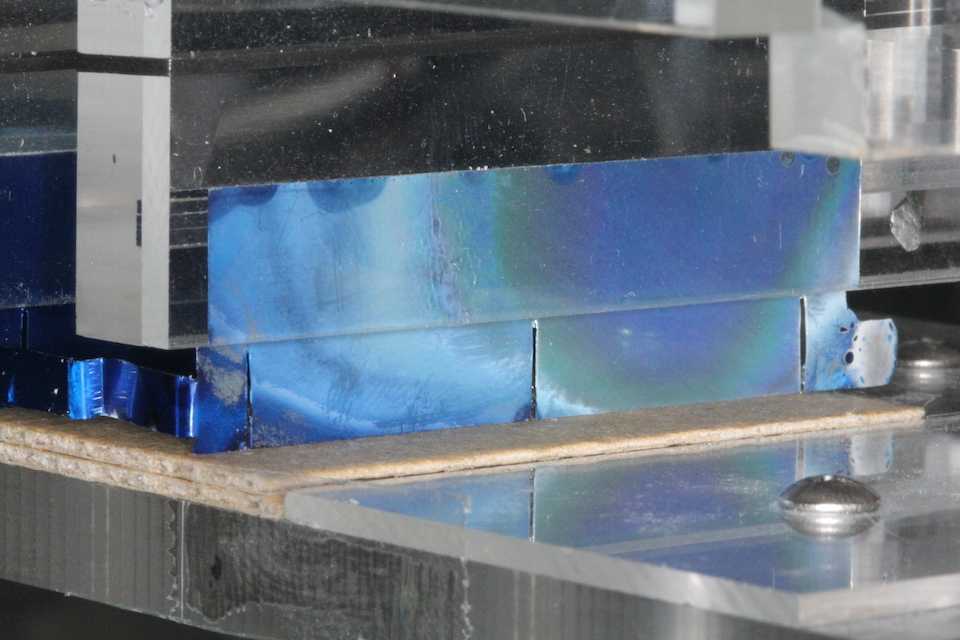
試作スピーカー10.1(VPの振動板取り付け演習4)
60℃以下に加熱した常温硬化性エポキシが硬化した後治具から外してみたが、VPは歪んでいる。加熱により振動板に見立てたダンボールが変形したと思われる以前加熱していないものは変形していない。バッドジョイント部分の隙間が気になる。光が漏れている部分だ。気をつけていたのだが。なかなか難しい。この規模が大きくなった場合の対策を考えなくては。プリプレグ
2024/02/18
コメント(0)
-
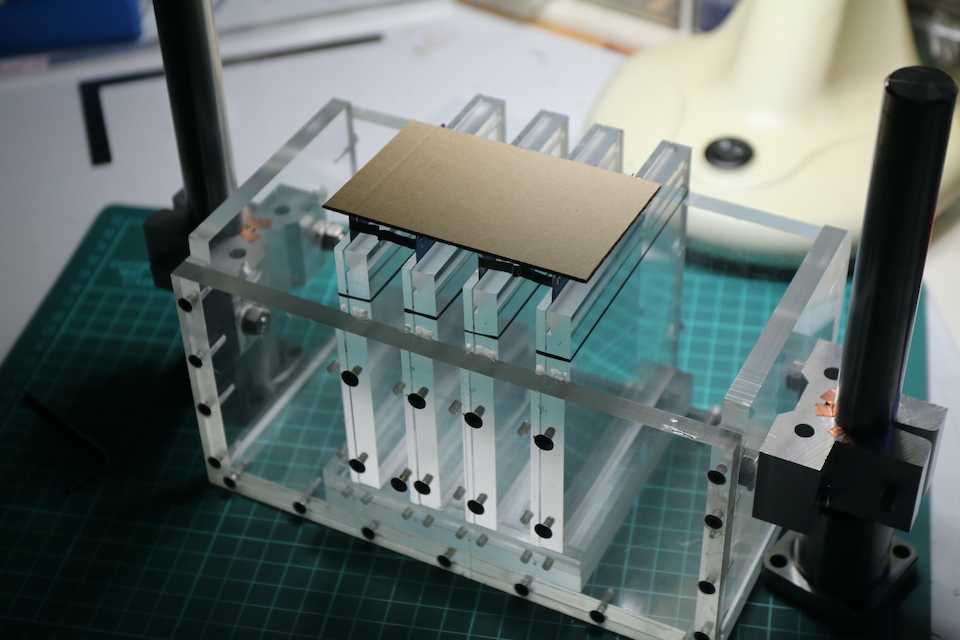
試作スピーカー10.0(VPの振動板取り付け演習3)
常温硬化型エポキシを爪楊枝で接合部分に盛った加熱重合器に治具ごと入れて60℃以上にならないように温度管理した
2024/02/18
コメント(0)
-
試作スピーカー9.9(VPの振動板取り付け演習2)
演習用の振動板はダンボールだ。常温重合型のエポキシ樹脂で仮止めして治具から外して加熱重合型エポキシを流すか、先に加熱重合型エポキシを流して治具ごと加熱重合用ファーネスに入れるか考え中。その場合治具の素材のアクリル樹脂の耐熱温度が問題となる。アクリル板の連続耐熱温度は70〜90℃で、エポキシ樹脂の硬化温度は120℃30分だからだ。ポリカーボネートの連続耐熱温度は120〜130℃なので、こちらで治具を作るしかないかもしれない。
2024/02/18
コメント(0)
-

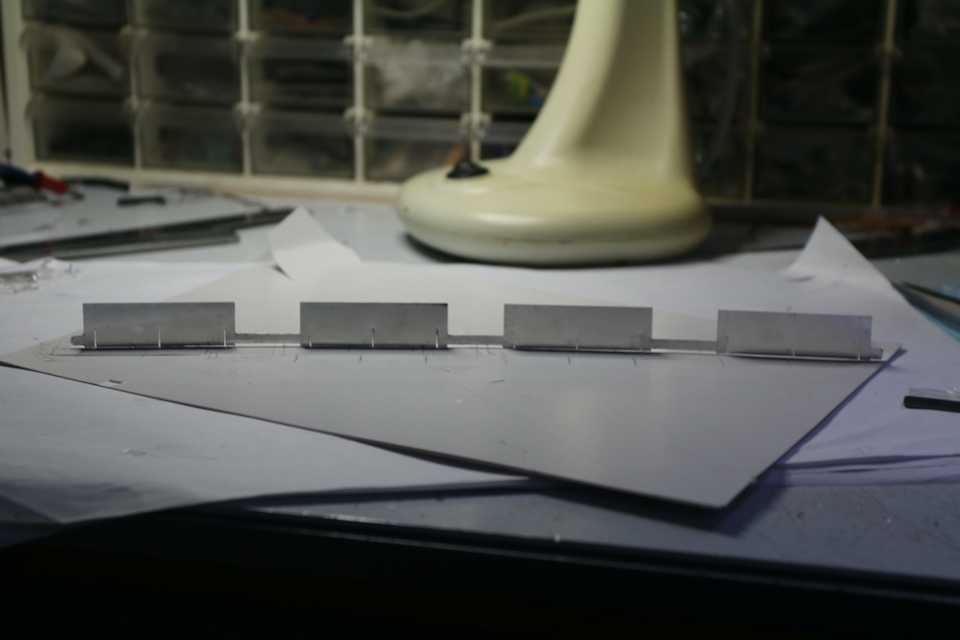
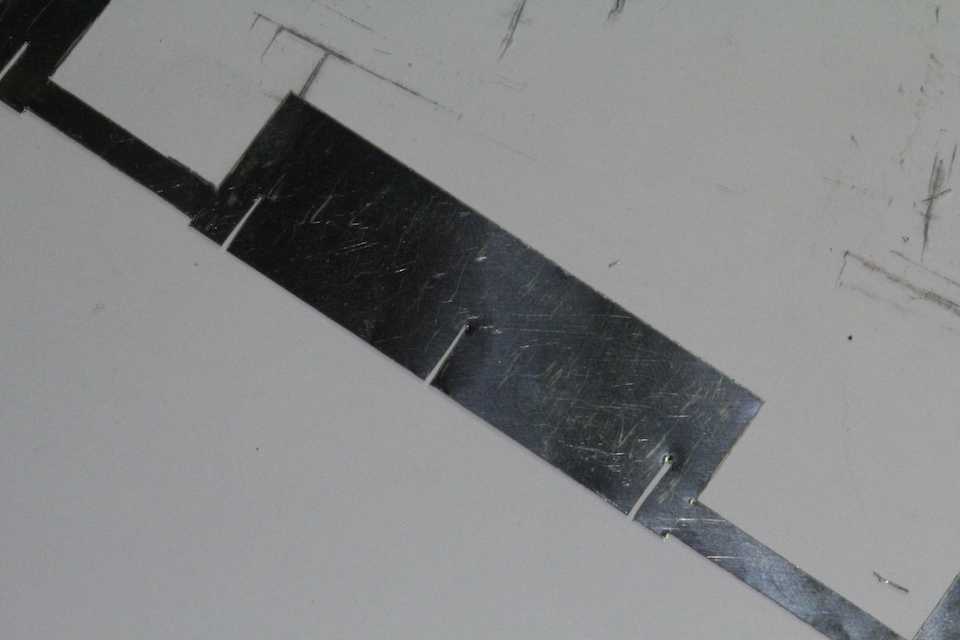
試作スピーカー9.8(ボイスプレート:VPの製作10、スリット固定)
電流制御のためVPにはスリットを儲けているが、強度は落ちる。そこで振動板接着部分に近いところにエポキシを点付で固定する。表が固まったら裏面も点付して曲げ強度を出す。
2024/02/16
コメント(0)
-

試作スピーカー9.7(ボイスプレート:VPの製作9、アルマイト処理)
アルマイト処理用の治具の部品が届くのが待てなくなったので、既存のアルミピンチでやってみることにした。0.5A位から始まって1.0A辺りで30分以上の予定が突然導通がなくなった。アルミピンチとワークの間にアルマイトができてしまったのだろう。。仕方がないので染色・封孔処理まで進めるつもりもしかしたら電流がほとんど流れなくなるのはワーク全面がアルマイト処理されてしまって導電性を失ってしまったからかも。染色と封孔処理まで終わった。前作よりマシか。。
2024/02/15
コメント(0)
-
試作スピーカー9.6(VPの振動板取り付け演習1)
VPへのアルマイト処理の問題点は軽すぎて電解液中にアルミ線で吊り下げて安定的に通電させることが難しいことにある。アルミ製ピンチを2個以上使って挟み込み接続兼吊り下げ構造の治具を考えていて材料の発注中だ。それらが届くまで組み立て演習をしている。
2024/02/15
コメント(0)
-

試作スピーカー9.5(ボイスプレート:VPの製作9、錦糸線のハンダ付け)
まだアルマイト処理法が確立していないのだが、アルミにハンダ付けが可能かどうかやってみた。通常はできないことになっている。サンドブラスターでハンダ付け部分のアルマイトを除去しアルミ専用のフラックスを使ってハンダを流してみた。なかなか難しい。要熟練と言ったところだ。
2024/02/15
コメント(0)
-

試作スピーカー9.4(ボイスプレート:VPの製作8、アルマイト処理)
カットしたアルミ板はアルマイト処理をする必要があるが、電気的絶縁と腐食防止がその目的だ。振動板にVCを接着するのだが、振動板はアルミニウムで電気の導電性がある。それにアルミ製のVCを接着するとショート事故が起こる可能性がある。それは避けねばならない。今回はアルマイト処理の手順を書き留めておきたい。https://www.uedaalmite.co.jp/textbook/1、アルミ板はあらかじめ簡易的にアルマイト処理がされている。これを剥がして新たにアルマイト処理をするわけだが、アルマイトとは酸化アルミニウムのことで強アルカリで溶かすことができる。これをエッチング工程という。ここではアルムーバという商品名で売っている主成分 NaOH(水酸化ナトリウム)を使った。泡が出ている。刺激臭がある。硫酸ミストらしい。換気が必要だ。2、30分程処理した後、スマットと呼ばれる黒色物質(CまたはSiCだと思われる)を拭き取った。硝酸で除去することもできる。スマトリンという商品名だ。3、ここからは定電圧電源を使い綺麗にしたアルミニウム表面に酸化アルミニウムを析出させる工程だ。陽極酸化工程と呼ばれる。アルミの洗濯バサミにアルミ線をハンダ付けしたものをワークに挟む。ここは+12Vで、対電極の鉛板が-極になる。電解液は希硫酸だ。通電させると最初は200mA位だったが、徐々に電流が増え最後は3A程になった。これも30分程経過したか。ワークの表面積と望むアルマイトの厚さで通電時間は決まる。4、次は着色工程だ。2次電解と言われることもある。50℃位で15分以上か。水洗後は封孔工程だ。酢酸ニッケル水溶液90℃30分以上。通電時にちゃんと電解液に浸っていなかった部分は着色しない。着色したアルマイト部分の導通はないことを確認した。次は錦糸線をハンダ付けするための銅メッキの下地の亜鉛置換(ジンケート)処理だ。https://www.metek.co.jp/blog/1248/
2024/02/12
コメント(0)
-

試作スピーカー9.3(ボイスプレート:VPの製作7)
https://plaza.rakuten.co.jp/mabo400dc/diary/202402090000/つづきなんとか使えそうなのが2枚できたので、次の工程に進む。アルマイト処理だ。
2024/02/09
コメント(0)
-

試作スピーカー9.2(ボイスプレート:VPの製作6)
4:30になってしまったけど、2枚目いけそう。。
2024/02/09
コメント(0)
-
試作スピーカー9.1(ボイスプレート:VPの製作5)
ま、手切りだとこんなもんでしょう。やっと使えそうなものができた。試作機は振動板厚が異なるものを2種類用意しているので、もう一枚必要。。しお
2024/02/08
コメント(0)
-

試作スピーカー9.0(ボイスプレート:VPの製作4)
だいぶ超音波カッターの使い方にも慣れてきたが。。
2024/02/08
コメント(0)
-

試作スピーカー8.9(ボイスプレート:VPの製作3)
つづきhttps://plaza.rakuten.co.jp/mabo400dc/diary/202401290000/だいぶ練習したんだけれど、なかなか使えるものができない。。マシなのは1枚だけ。。どなたかレーザー加工機をお持ちの方いらっしゃいませんかね?ブラック塗装して、一瞬で加工。手切りはツライ。。
2024/02/04
コメント(0)
-

試作スピーカー8.8(ボイスプレート:VPの製作2)
2作目。だいぶ慣れてきたけど、まだまだ完全ではない。カットするのに2時間はかかる。。疲れたので休みます。
2024/01/29
コメント(0)
-
試作スピーカー8.7(ボイスプレート:VPの製作1)
アルミ板を超音波カッターで切っていたのだが、最後の最後で錦糸線をハンダ付けするベロが飛んでいった。ナカニシの超音波カッターが高性能すぎるのかもしれないが、ベロの部分は丸みを持たせたラインにする必要がある。
2024/01/28
コメント(0)
-
試作スピーカー8.6(発振対策)
アムトランスのポリプロピレンが届たので、もう少しリンギングを追い込んで見ようと思ったが、なぜだか下方向のリンギングが悪化?してしまった。。元に戻しても変わらず。。ちょっと分からない出来事なのだが、アンプとして使えないことはないので、このまま行くことにした。+側が1100pF、−側が1000pFだ。実機は容量負荷に強いOPアンプを発注したのでそれで試してみようと思う。歪率を改善するためにアイドリング電流を1.2Aに増やしたので、冷却ファンの回転数も20%上げた。色々いじっている間に回路が高密度になり過ぎてこれ以上いじるのが難しくなってきた。20kHzの正弦波もまずまずなので、電気系はこれくらいにして機械系に移ろうと思う。スピーカー開発は電気と機械と音響と3つの現象を取り扱わないといけないので、面白いというか。。
2024/01/28
コメント(0)
-
試作スピーカー8.5(発振対策)
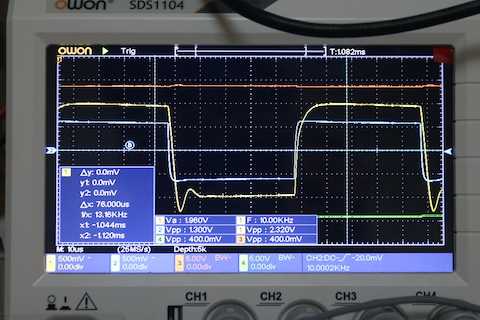
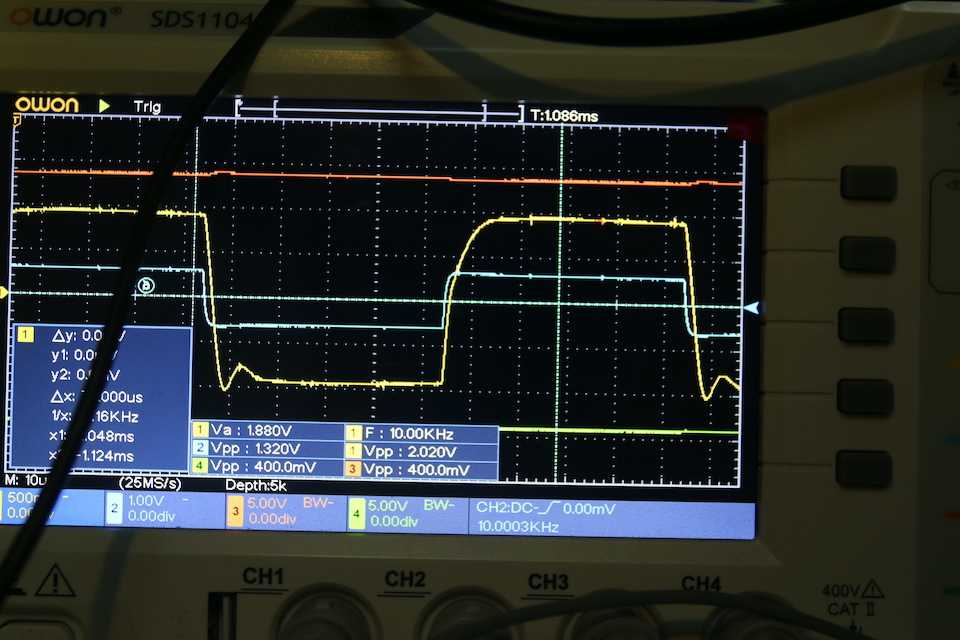
もう少し追い込んでみた。プラス側Cf:560//470pF、マイナス側470//470//100pF。マイナス側のリンギングをどうにかしたいのだが。。黄色が出力の負荷抵抗0.1Ωの両端の電圧、青はメインのV/I変換抵抗50Ωの両端の電圧、赤、緑は終段の電源電圧もう少し追求してみる。Cは発注した。
2024/01/21
コメント(0)
全148件 (148件中 1-50件目)






