鉄骨工事
工業製作 材料?B
工業製作 材料?B
【 アンカーボルト 】
アンカーボルトの転造ねじと切削ねじの違い
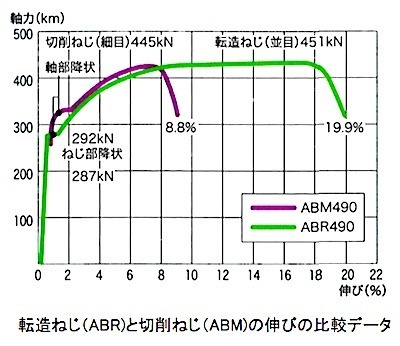
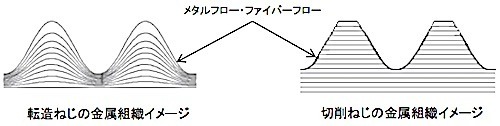
転造ねじは、強い力を加えて素材を変形させる塑性加工でねじ山を形成するもので、切削加工と異なり、メタルフロー・ファイバーフロー(繊維状金属組織)が切断されない。
また、塑性変形によって被加工面が塑性硬化する。このため、ねじ部と軸部の強度差も小さく、軸部降伏後の耐力上昇も可能で、結果として靭性に富んだ性能を確保できる。
一方、切削ねじは、ねじ山を軸から削り出すことで形成する。転造に比べ断面欠損が大きく、ねじの谷部で降伏が先行するために、使用する素材の降伏比上限値を低く設定する必要性が生じる。
以上のメカニズムの違いにより、転造ねじの方が伸び能力が大きくなるため、転造ねじが指定されるケースが多くみられる。
ただし、同じボルトの呼びの場合、転造ねじの方が切削ねじより軸径が細いため、全て転造ねじが良いという事ではない。
アンカーボルトは、建方用と構造用に分類さるが、建築構造用両ねじアンカーボルトは
ABR:構造用転造両ねじアンカーボルトセット(JIS B 1220)
ABM:構造用切削両ねじアンカーボルトセット(JIS B 1220)
として、その耐力と性能がJIS規格化されている。
また、JIS規格の元となった(一社)日本鋼構造協会(JSSC)のJSS規格
JSS?U13「建築構造用転造ねじアンカーボルト・ナット・座金のセット」
JSS?U14「建築構造用切削ねじアンカーボルト・ナット・座金のセット」
については、日本鋼構造協会によるJSS工場認定制度が2015年3月末をもって終了し、現在はJSS規格品に対しての第三者機関による製造、品質保証体制の保証はない。

構造用アンカーボルトのねじ形状の違い
出典:建築用アンカーボルト協議会パンフレット「構造用アンカーボルト」
構造用アンカーボルトのABRとABM
ABR、ABMは、兵庫県南部地震での露出柱脚の被害の反省から、露出柱脚用として制定された構造用アンカーボルトのセットの規格における種類の記号である。
(一社)日本鋼構造協会の規格(JSS規格)が2000年に制定され(2004年改定)、その規格を元に、2010年にJIS規格が制定されたが、2015年3月にJSS規格ボルトを製造する工場の認定制度が廃止になった。
ABR、ABMとも、ボルトの材料はSNR400B,SNR490B,SUS304A(JIS規格のみ)で、ABRは転造ねじ加工したボルトを使い、ABMは切削ねじ加工したボルトを使う。
転造ねじは、強い力を加えて素材を変形させる塑性加工でねじ山を形成するもので一方、切削ねじは、ねじ山を軸から削り出すことで形成する。
・(一社)日本鋼構造協会規格
JSS ?U13 「建築構造用転造ねじアンカーボルト・ナット・座金のセット」
(炭素鋼:ABR400/490)
JSS ?U14 「建築構造用切削ねじアンカーボルト・ナット・座金のセット」
(炭素鋼:ABM400/490)
・JIS規格(ステンレス製のものやめっきの表面処理法が追加されている)
JIS B 1220 「構造用両ねじアンカーボルトセット」
(炭素鋼:ABR400/490、ABM400/490、ステンレス鋼:ABR520SUS、ABM520SUS)
建築基準法では、指定建築材料(主要構造部材等に使用する建築材料)は、JIS規格適合品ないし大臣認定品
となっているが、このアンカーボルトのJIS規格は指定建築材料に含まれていない。
JSS規格が制定された際、国土交通省の見解として、「これらのアンカーボルトは両端に定着用のねじ部を有
するだけの棒鋼であり、指定建築材料としては、JIS G 3183 建築構造用圧延棒鋼SNR400/490として扱う」とされている。
出典:建築用アンカーボルトメーカー協議会パンフレット「構造用アンカーボルト」
【 電炉鋼材 】
電炉材の使用制限の理由
鋼材のJIS規格では、高炉、電炉といった製鋼法は規定していないので、その意味で公的な制限はない。
従って、設計図書で「JIS規格適合品とする」といった場合は、高炉材、電炉材に限らず使用できることになる。
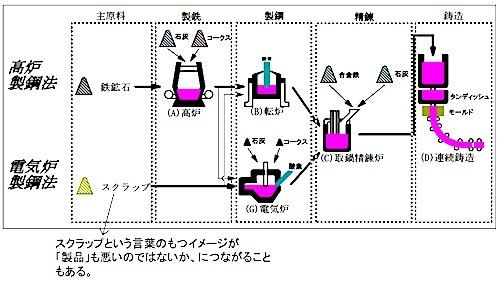
しかしながら、電炉材の主原料が「スクラップ」であることから感覚的に材料が悪いというイメージをもたれることがある。
また、スクラップを原料とするためにSn、Cr、Cuといった電炉材特有の化学成分が高炉材に比べ多いといったこともある。
これらは必ずしも鋼材の性質に悪い影響を与えるものではないが、多すぎると悪い影響を与える場合もある。
このようなことから、鋼材の機械的性質や化学成分について、高炉材の有するレベルを目標として特記される場合があるので、構造特記を十分照査することが重要である。
電炉材は高炉材に比べコストが低いので使用したいといった要求は有るが、使用箇所と予定メーカーを明確にして予め工事監理者と協議することが重要である。
製品が完成し、製品検査時のミルシート確認で初めて電炉材が使用されていることが分かる、といったことのないようにしたい。
もし、「使用しない」ことが指示事項として事前にあった場合、再製作といわれても仕方がない。
最近、電炉メーカーでもJIS規格よりも化学成分、機械的性質の規定を厳しくしている「高規格」材といったものを製造しているので、電炉メーカーのホームページなどで確認をする。
出典:東京製鐵?潟zームページより
【 AW検定と溶接ワイヤ 】
溶接ワイヤの規格・種類、ワイヤ径をAW検定受験時のものに合わせるとの特記がある場合、変更できるか
溶接ワイヤの硬さが、溶接のしやすさや、しにくさに影響するといわれている。YGW11、YGW18クラスであればその化学成分に大きな差は無い(硬さも差が無い)ので両者による技量の差は無いと考えられる。また、ワイヤ径についても、通常使用されている1.2φもしくは1.4φであれば技量に差がでるとは考えにくく、AW受検時と違っていても特段問題は無いと考えられる。
ただし、FR鋼用ワイヤや590N/mm2級などの高強度鋼用ワイヤ等は、その合金成分の影響などによりYGW11,18クラスと比較して、溶接技能者の溶接作業時の溶接のしやすさ、しにくさに影響するという意見もあり、別途試験が要求される場合がある。
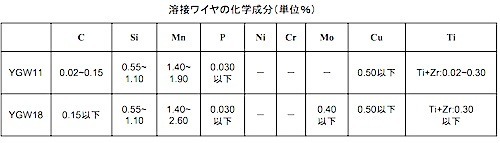
出典:JIS Z 3312:軟鋼,高張力鋼及び低温用鋼用のマグ溶接及びミグ溶接ソリッドワイヤ
【このカテゴリーの最新記事】
- no image
-

-

-

-

-

-

-

- no image
-

-

-

-

-

-

- no image
-

-

-

-