第7章 鉄骨工事
11節 軽量形鋼構造
7.11.1 適用範囲
以前は、軽量形鋼によるラチス構造等が広く用いられていた。しかし、最近では二次部材として使用することが一般的である。
7.11.2 施 工
(a) 材 料
(1) 鋼 材
(i) JIS G 3350(一般構造用軽量形鋼)は、建築その他の構造物に用いる冷間成形の軽量形鋼であり、種類はSSC400 1種類で、断面形状による名称には、軽溝形鋼、軽Z形鋼、軽山形鋼、リップ溝形鋼、リップZ形鋼、ハット形鋼がある。
(ii) 鋼材の品質を試験により証明する場合は、7.2.10による。
(2) アーク溶接棒は、JIS Z 3211 (軟鋼、高張力鋼及び低温用鋼用被覆アーク溶接棒)を参照する。アーク溶接棒の棒径は4.0mm以下で、かつ、板厚に見合ったものを選ぶ必要がある。炭酸ガスシールドアーク半自動溶接を用いる場合には、溶落ちしないように適切な溶接条件を選定する。
(3) 高カボルトは7.2.2を、普通ボルトは7.2.3を参照する。
(b) 施 工
(1) 切 断
軽量形鋼部材は薄くて複雑な形状であるため、切断に際しては、一般の鋼材と比べて特別な注意が必要である。
?@ 部材の切断面は、特に図面で指定されたもの以外は軸線に垂直でなければならない。これは、以後の加工・組立・溶接の工程においてすべてこの断面が基準となるためである。また、切断の際、断面形状を損なわないように注意する必要がある。機械切断によって生じたまくれは、やすり等を用いて取り除かなければならない。
?A 部材の切断は機械切断とする。?@に述べたように、切断面は加工の基準となるものであり、正確さを必要とするためである。
手動ガス切断は、断面が不正確に切断されるため、避けなければならない。不正確に切断された断面をグラインダー等で正確に仕上げることは実際には無理で、体裁だけの補修になってしまうためである。
(2) 防錆
(i) 軽量形鋼構造に用いられる部材は、板厚が薄いので腐食に対する安全性が一般の鋼構造より低く、十分な防錆処置を要する。
(ii) 鋼材に防錆処理を施した場合でも、錆びにくい環境をつくり出すよう努め、足りないところを塗装で補うという考え方が大切である。また、設計上の配慮によって解決される点も多い。その場合の留意点を次に示す。
?@ 雨水にふれても水が滞留せず、常に乾燥するよう通風を良くする。雨水が滞留するおそれのある部材、例えばリップ溝形鋼の横架材等は、適切な水抜き孔をあけて雨水の排出を考慮する。
?A 雨水の掛かる箇所では、再塗装のできない構造を避ける。特に、管形断面の部材では、必要に応じて、端部に同質材のふたをする。また、鋼板挟みの二丁合わせで閉鎖形の断面になるような部材は、隙間を密閉しなければ建築物の外回りへ露出させてはならない。
?B 錆の発生を点検できるような構造とし、再塗装が容易なように考慮する。
?C 防錆上の弱点となりやすい部位には、防ぎ得ない錆を予想し、あらかじめ断面の割増し等肉厚の大きい鋼材の仕様も考慮するとよい。
(iii) 再塗装の困難な建築物の部分及び錆の発生しやすい環境にある建築物の部分の防錆は、亜鉛めっきとするのが望ましい。亜鉛めっきに関しては12節を参照する。
(3) 高力ボルト・ボルト接合
「標仕」ではボルト接合は、特記によるとしている。孔は、組合せ材片を正しく接合するために精度良くあけるとともに、各材片の孔心を一致させるよう工作することが重要である。ドリルあけのまくれやポンチあけの変形は、組み合わせた材片間に隙間を生じてボルトの締付けや摩擦力に支障を来すので、必ず取り除かなければならない。まくれを取るにはグラインダー等で軽く取り除くのがよいが、部材を削り過ぎないよう注意を要する。
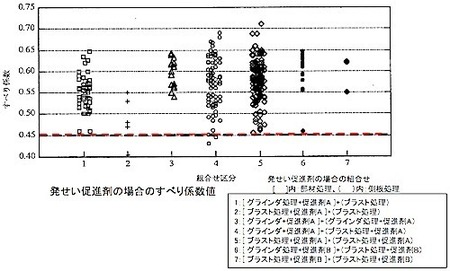
軽量形鋼構造に高カボルトを用い、設計上のすべり係数を0.23としている場合、摩擦面は、脱脂等の処理を行ったうえで、堅固な黒皮表面とすることができる。ただし.浮き錆、塵あい、油、塗料等摩擦力を低下させるものを除去する必要がある。脱脂した黒皮表面は、赤錆を発生させた表面に比べてすべり係数が低下する。しかし、軽量形鋼構造に用いられる部材は板厚が薄く形状も複雑なので.黒皮を除去するため薄く削り過ぎたりグラインダーやショットブラストが掛けられないこともあるため、堅固な黒皮は除去しなくてもよい。その場合の摩擦面は.黒皮を除去し赤錆を発生させた場合のすべり係数の1/2 (0.23)以上を確保できるようにしておかなければならない。
高力ボルト接合を行う部材は、その接触面が正確に密着するよう留意する必要がある。特に、軽量形鋼部材は、板厚が薄く、ひずみ・反り・曲がり等が生じやすい部材なので必ず矯正するか、又はフィラー鋼板を挿入するなどしてこれらを補う必要がある。
(4) 高力ボルト及び普通ボルトのピッチ、へりあき等は.7.3.2(c)による。
(5) 「標仕」では、普通ボルトの孔径の限度はボルト径+0.5mmとなっている。ただし「標仕」では、母屋、胴縁類の取付け用ボルトの場合、ボルト径+1.0mmとしている。
(6) 普通ボルトには戻止めが必要であるが、通常次のような工法がある。
(i) 二重ナット
ナットを二重にする(図7.11.1参照)。一般に戻止め用のナットは本ナットと同じ厚さのもの(2種)が用いられるが(7.2.3(b)参照)、やや厚さの薄いもの(3種)でもよい。二重ナットの締付けは、7.5.2 (3)を参照する。
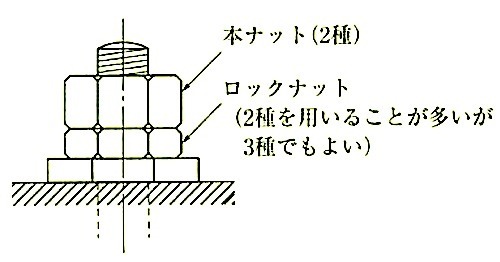
図7.11.1 二重ナット
(ii) スプリングワッシャー
特殊なスプリングになっている座金を用いる。
(iii) 溶接
ナットとボルトを溶接する。この際はボルトの全周にわたり溶接する。この方法は簡易な構造物で、かつ、見ばえに支障のない箇所以外には用いてはならない。
(7) せん断ボルト
せん断ボルトとは、図7.11.2の力Pをせん断力により伝達するボルトであり、ほとんどの普通ボルトはせん断ボルトである。このボルトの耐力は鋼板の側圧で決まる場合があるので、ねじ部分がグリップ(締付け厚さ)に掛かってはならない。このためには厚い座金が必要になる。また、強度上は必ずしも必要ではないが、材料精度等を考えると、完全なねじ山が3山以上ナットの外に出ているようにするのがよい。
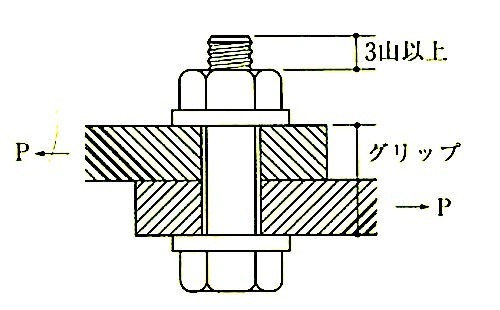
図7.11.2 せん断ボルト
【このカテゴリーの最新記事】
- no image
-

-

-

-

-

-

-

- no image
-

-

-

-

-

- no image
-

-

-

-

-