建築工事監理指針 躯体工事
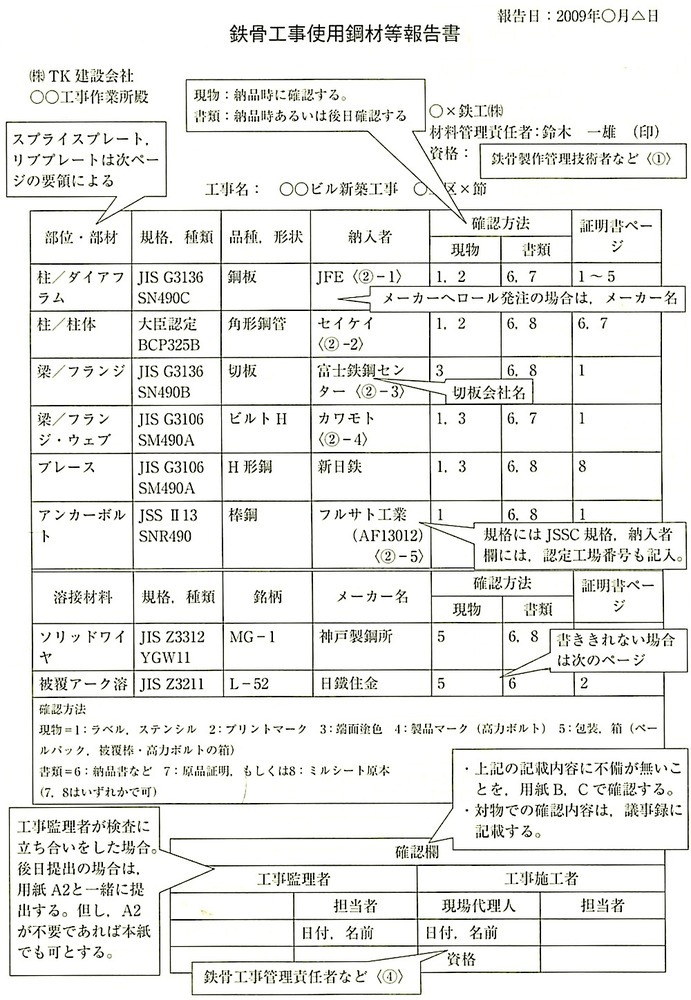
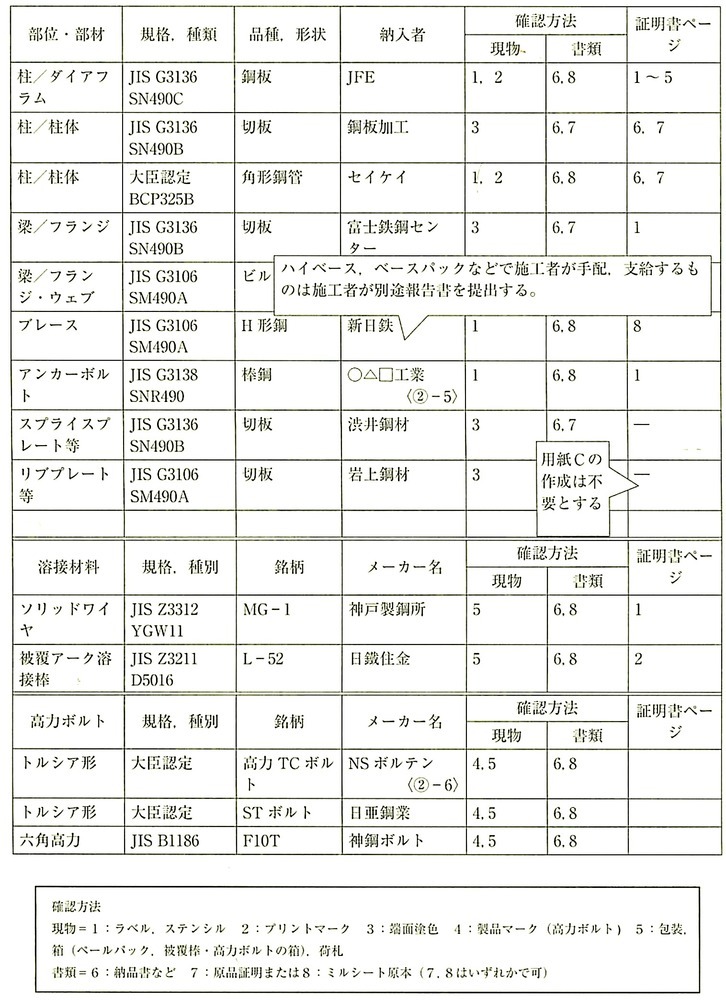
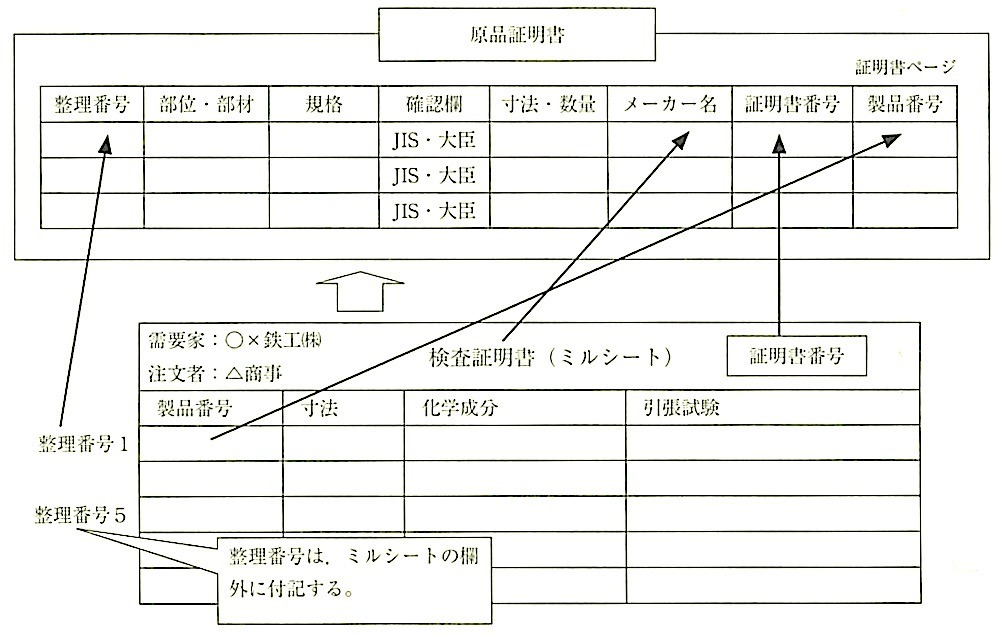
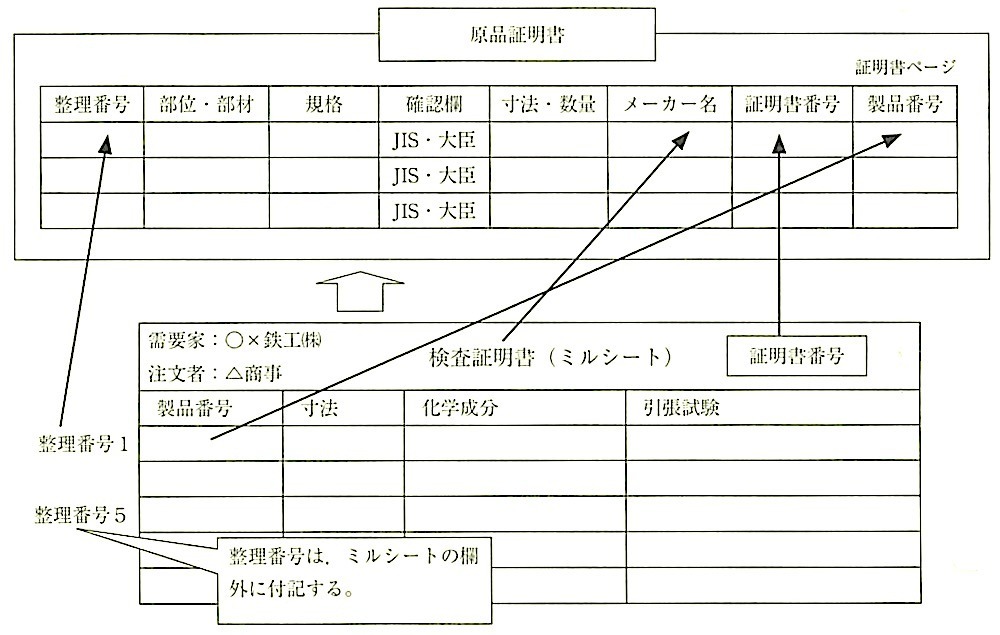
7章 鉄骨工事
01節 一般事項
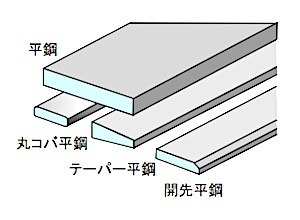
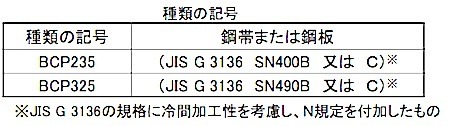
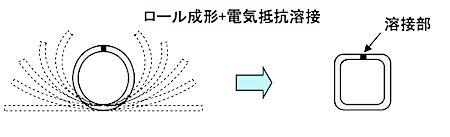
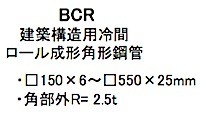
02節 材 料
03節 工作一般
04節 高力ボルト接合
05節 普通ボルト接合
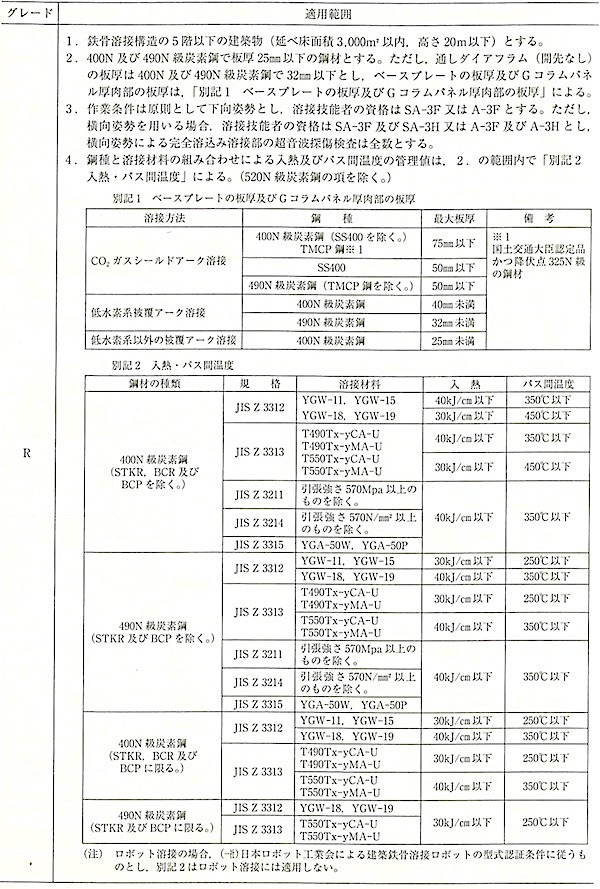
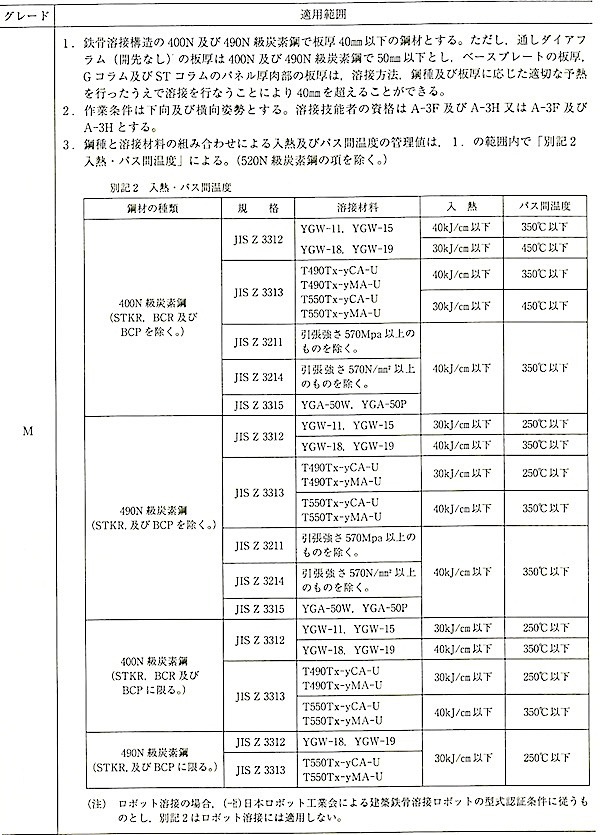
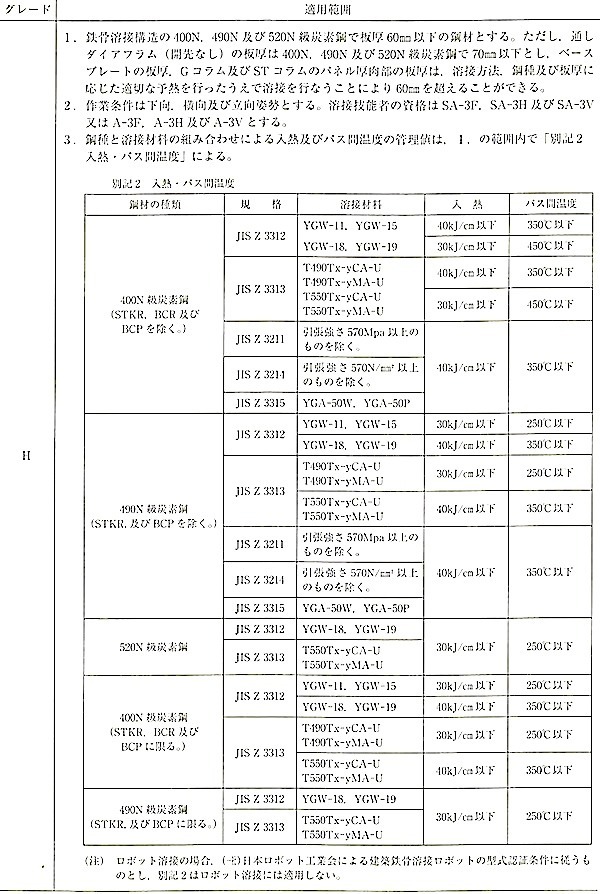
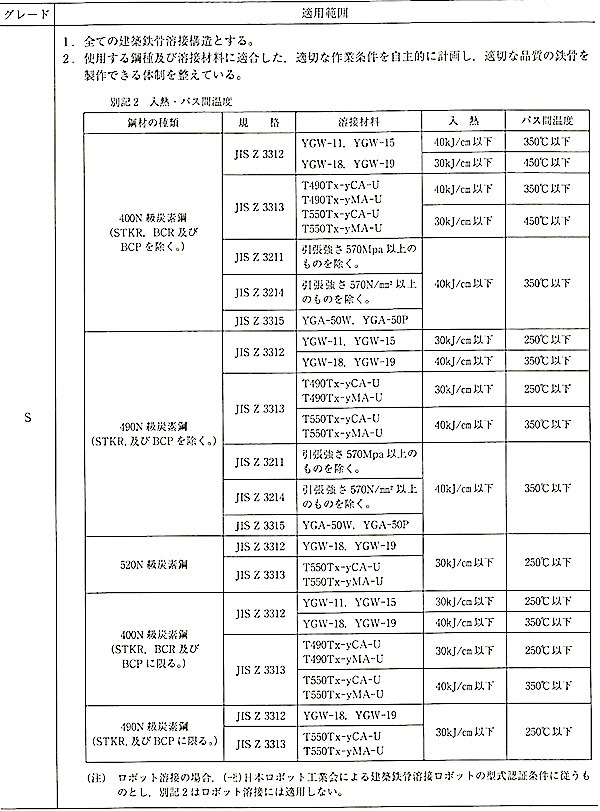
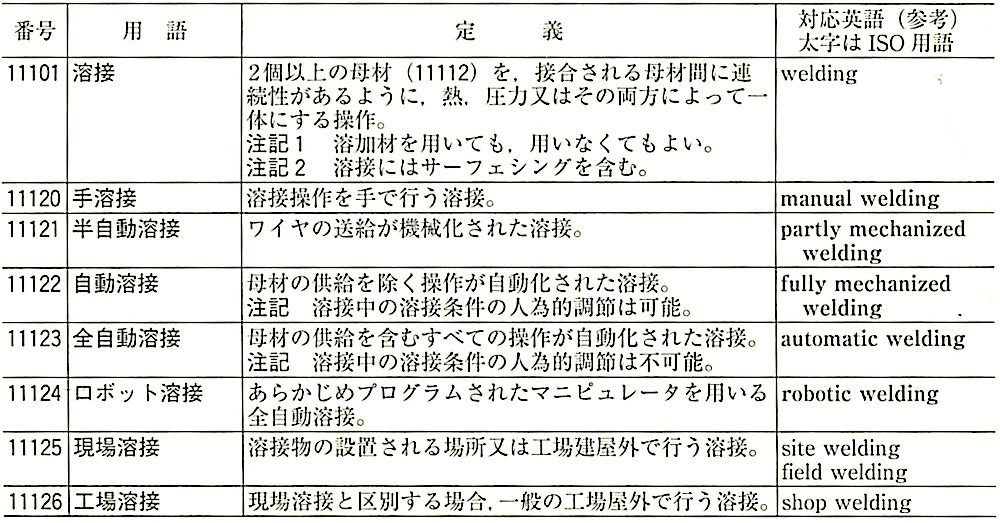
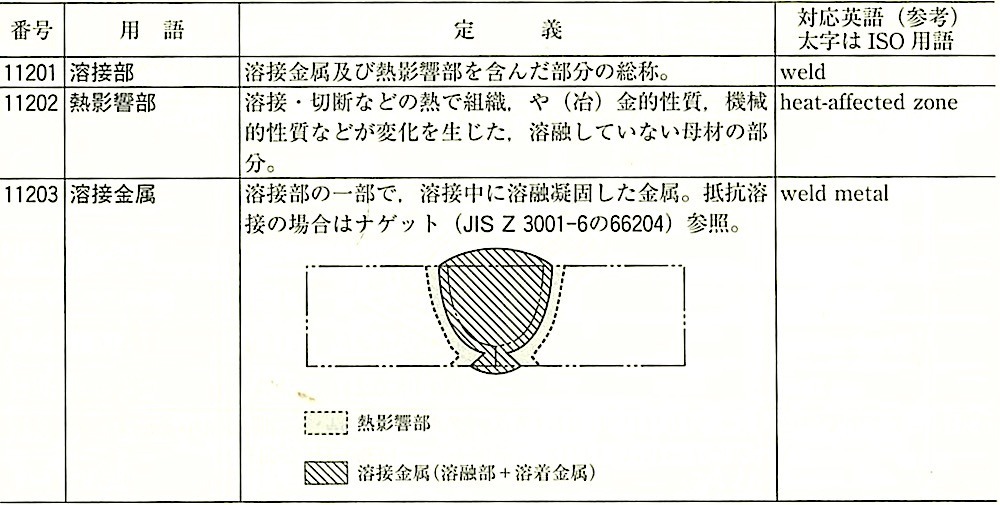
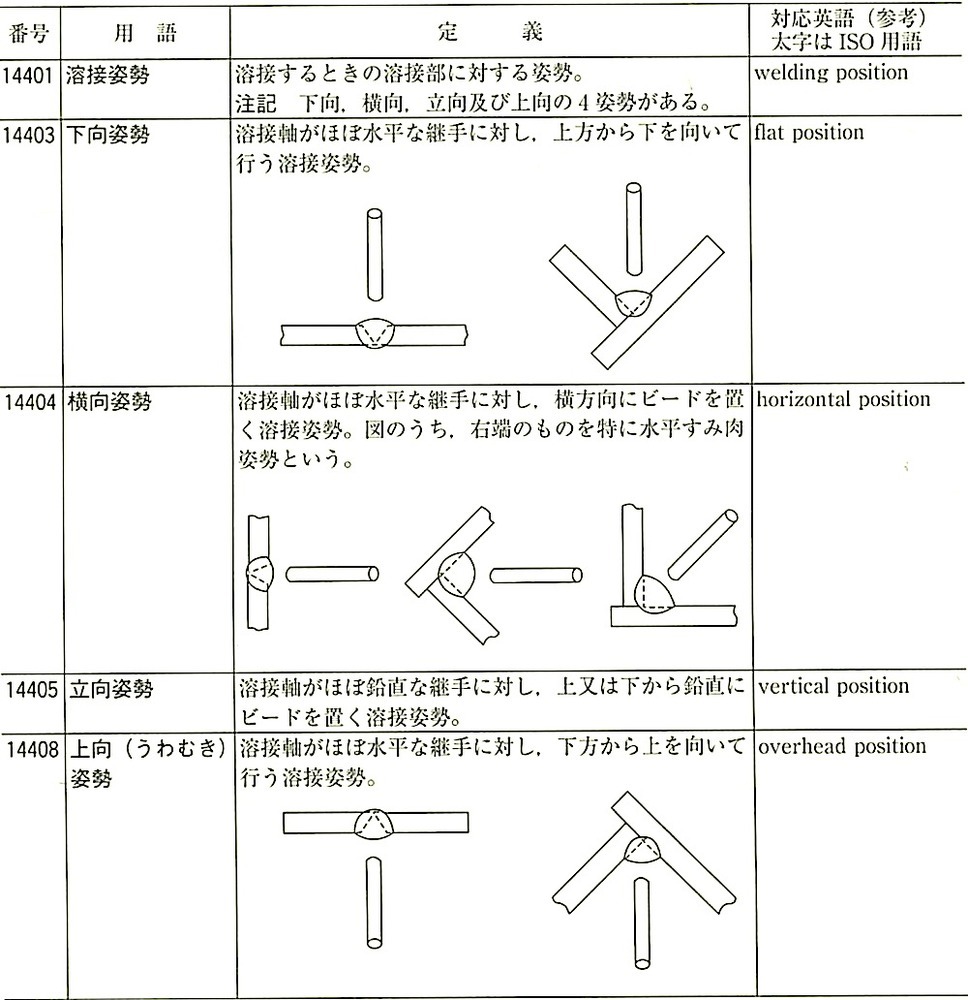
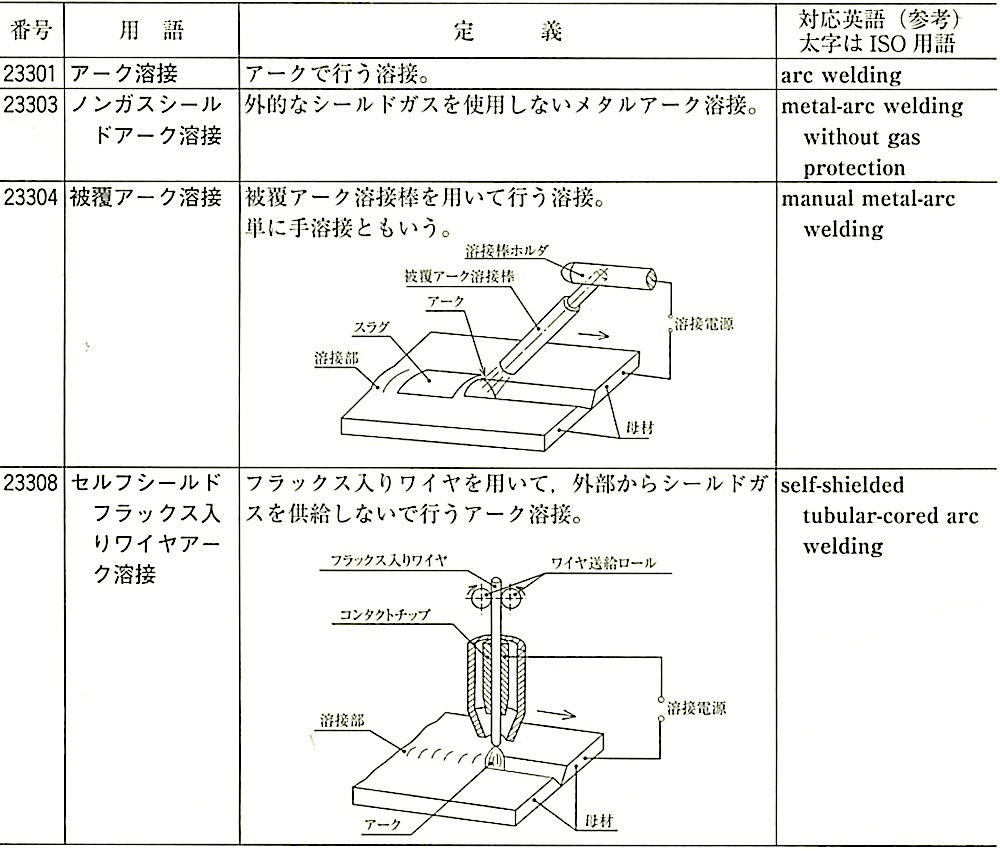
06節 溶接接合
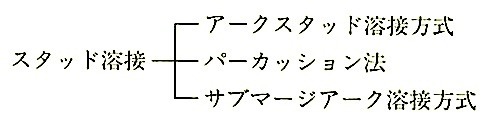
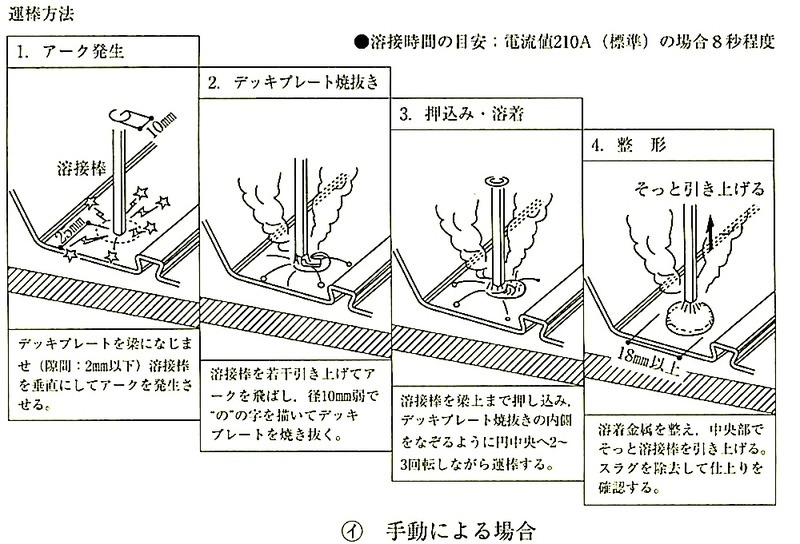
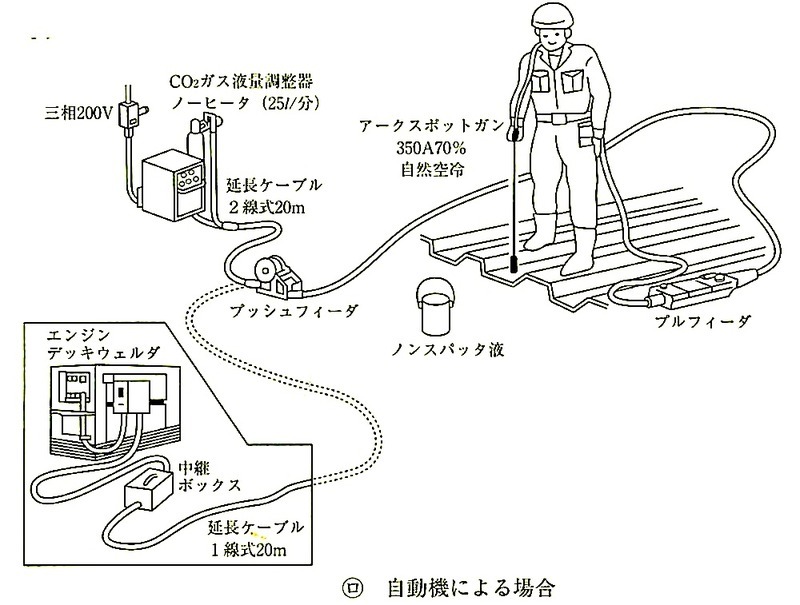
07節 スタッド,デッキプレート溶接
08節 錆止め塗装
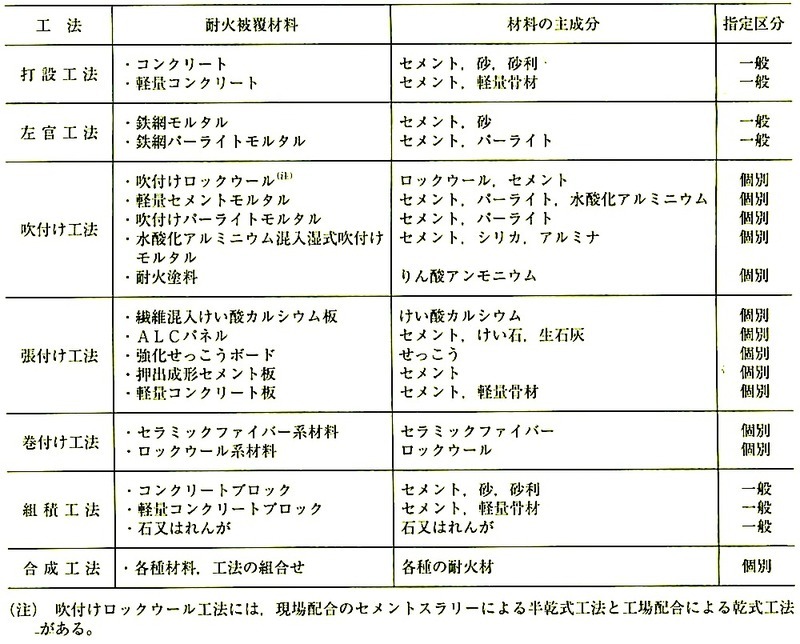
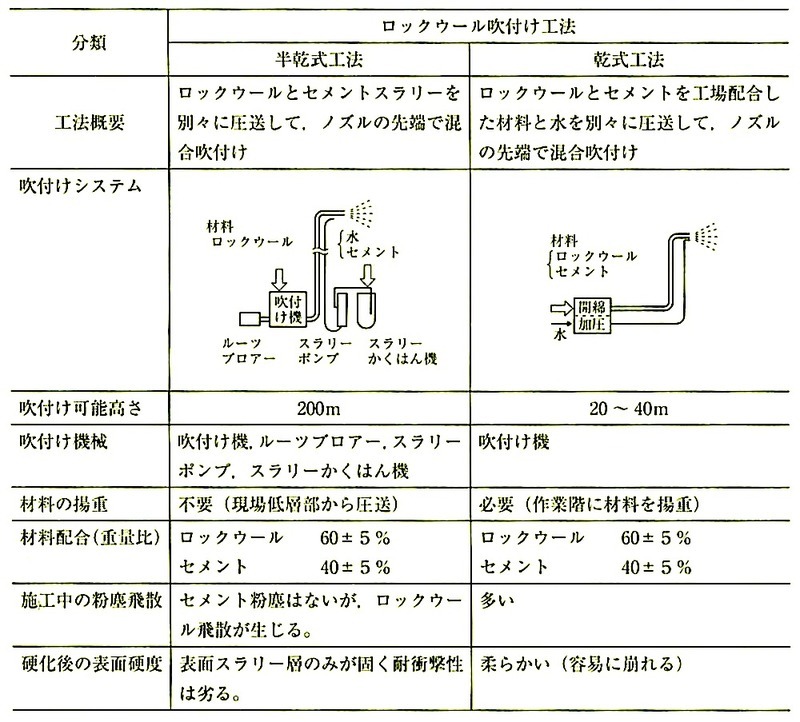
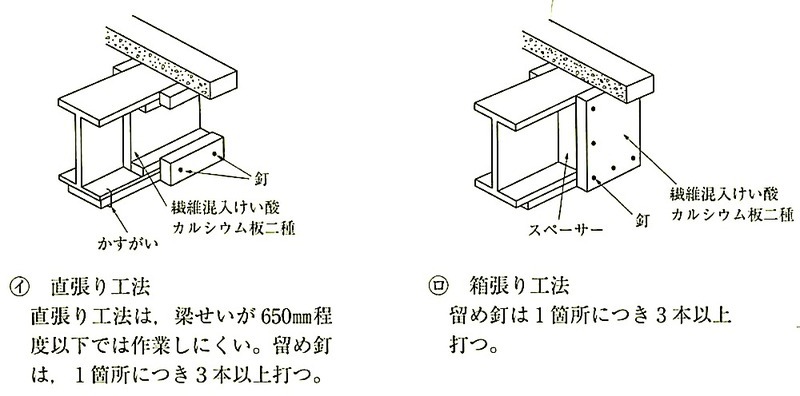
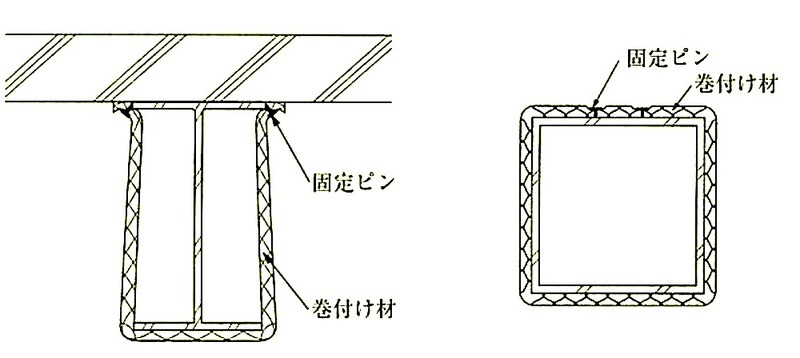
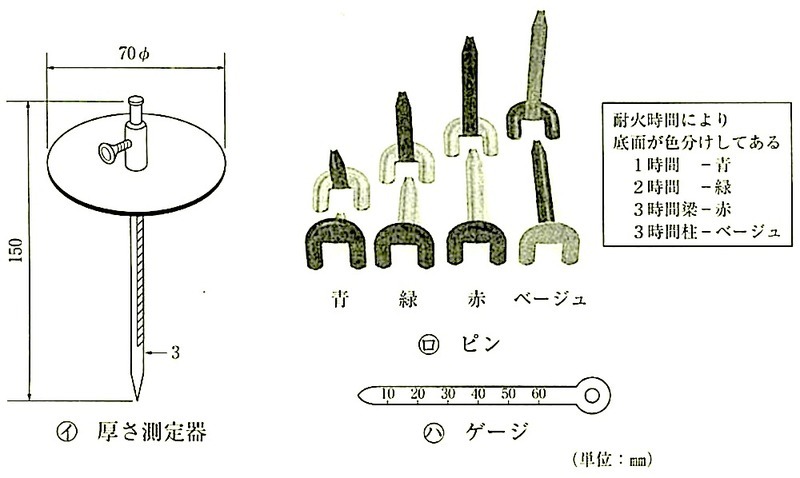
09節 耐火被覆
10節 工事現場施工
11節 軽量形鋼構造
12節 溶融亜鉛めっき工法
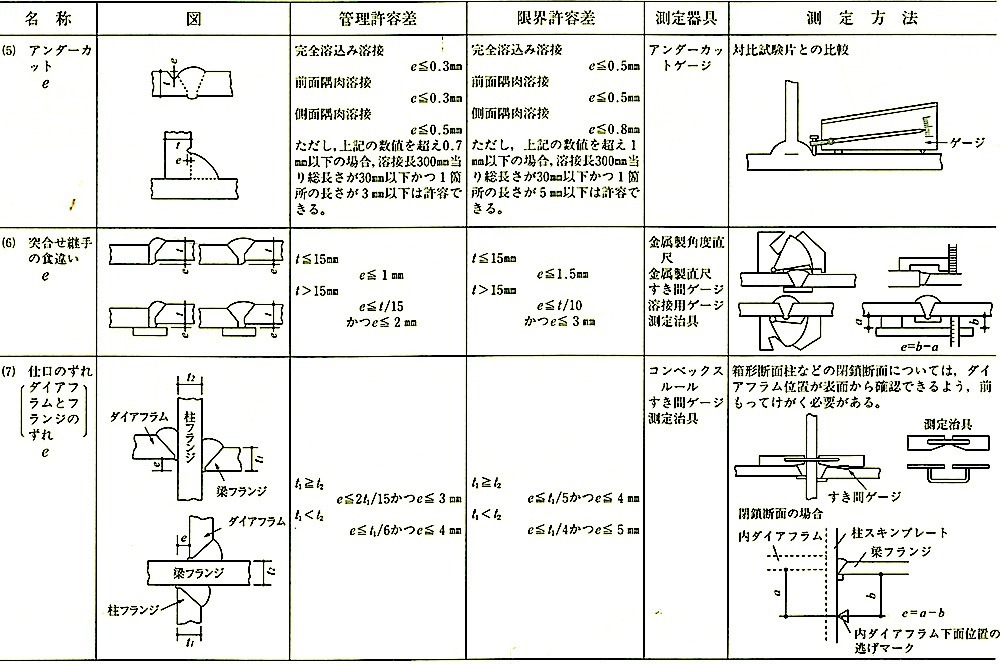
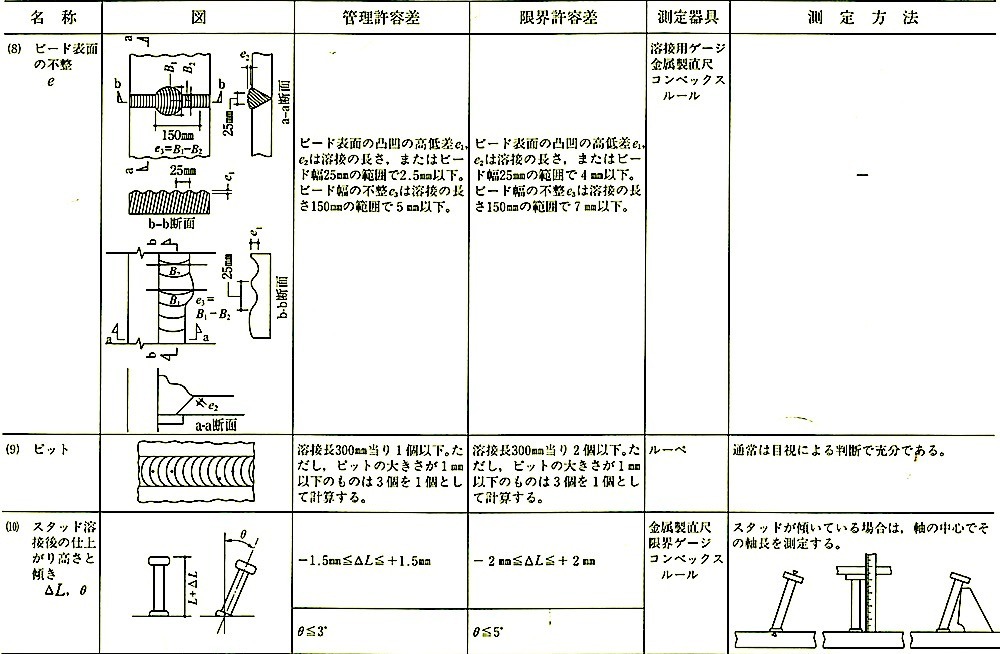
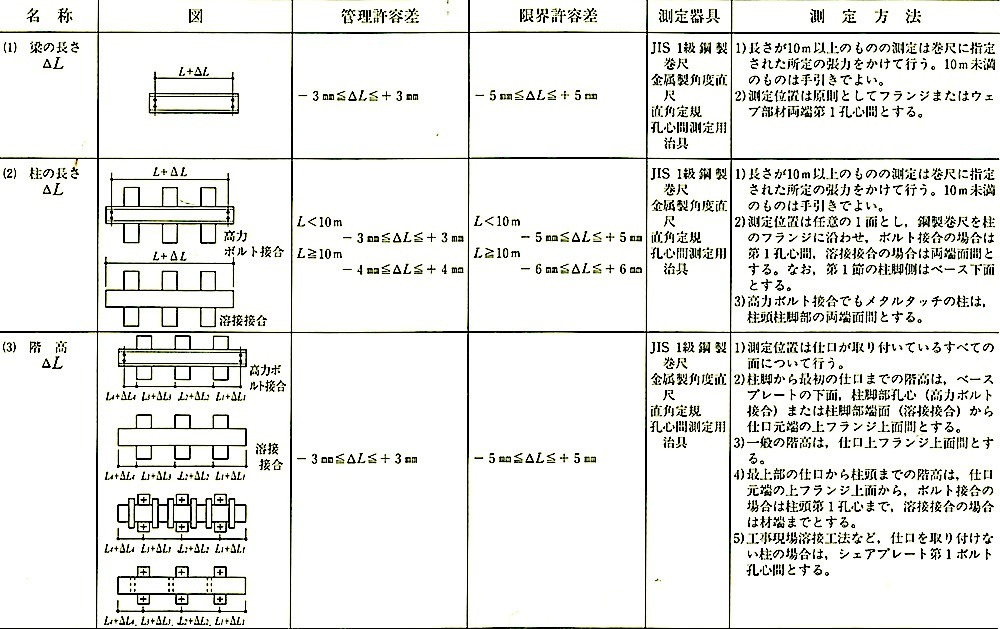
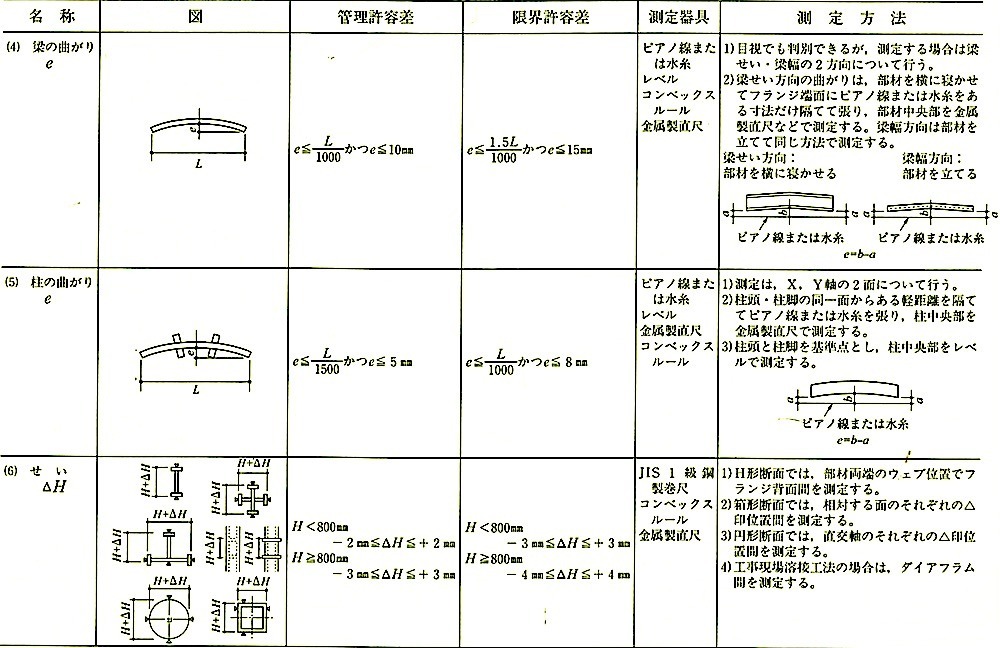
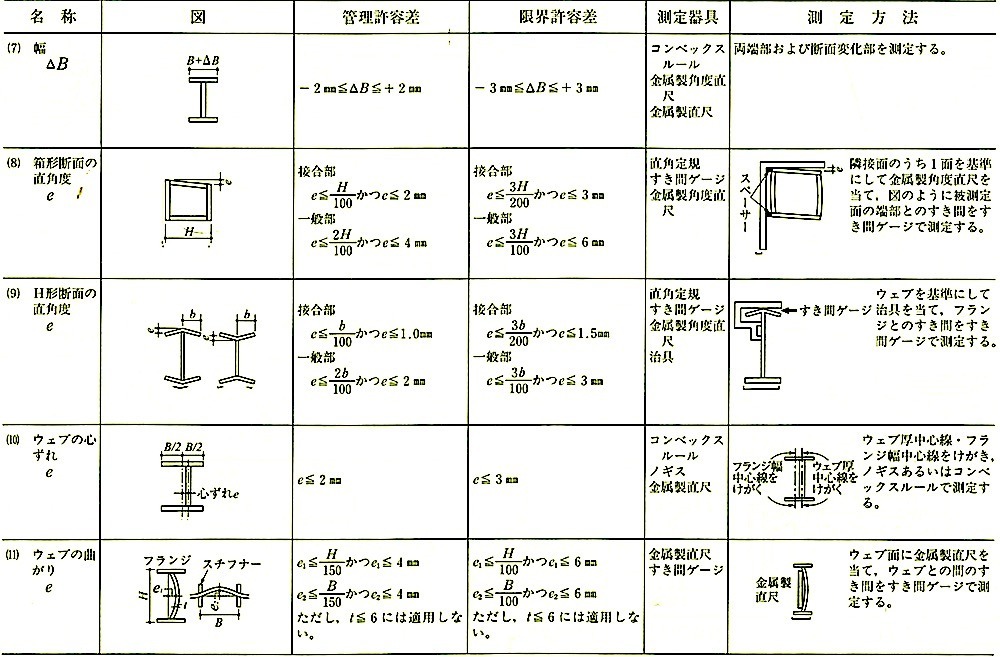
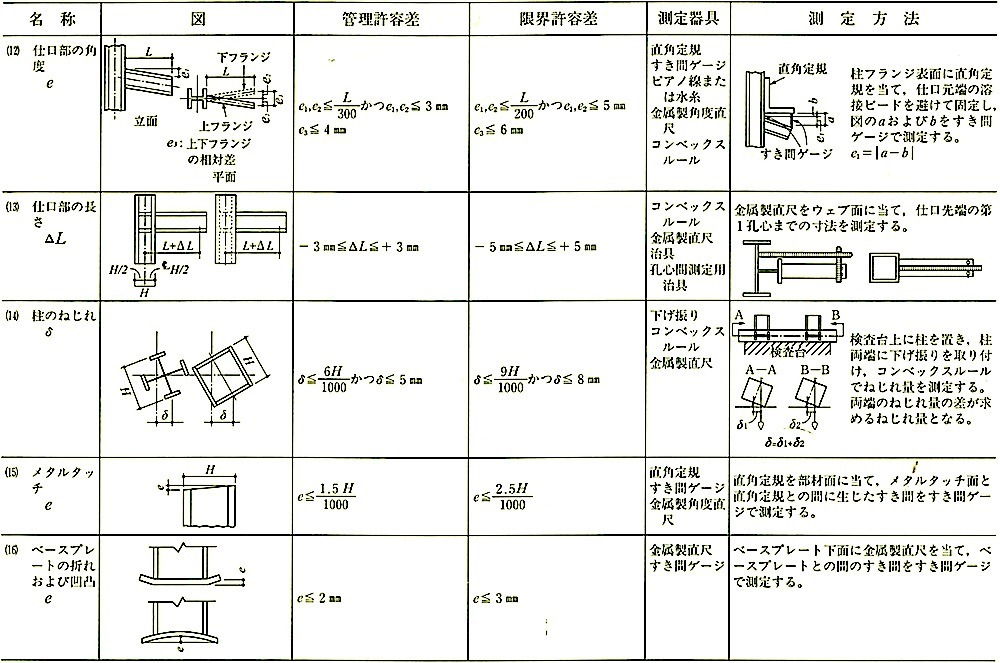
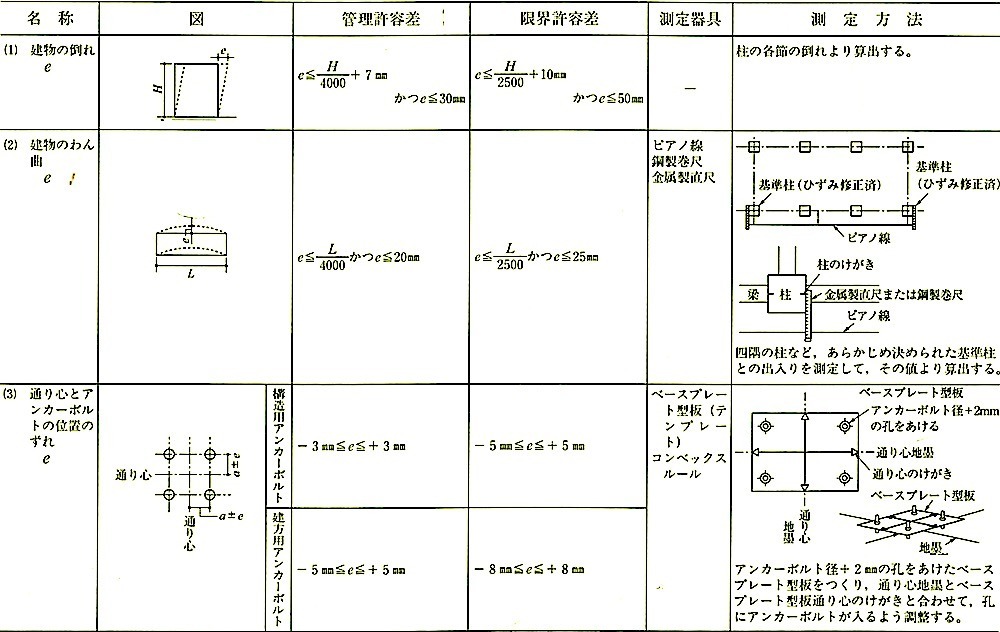
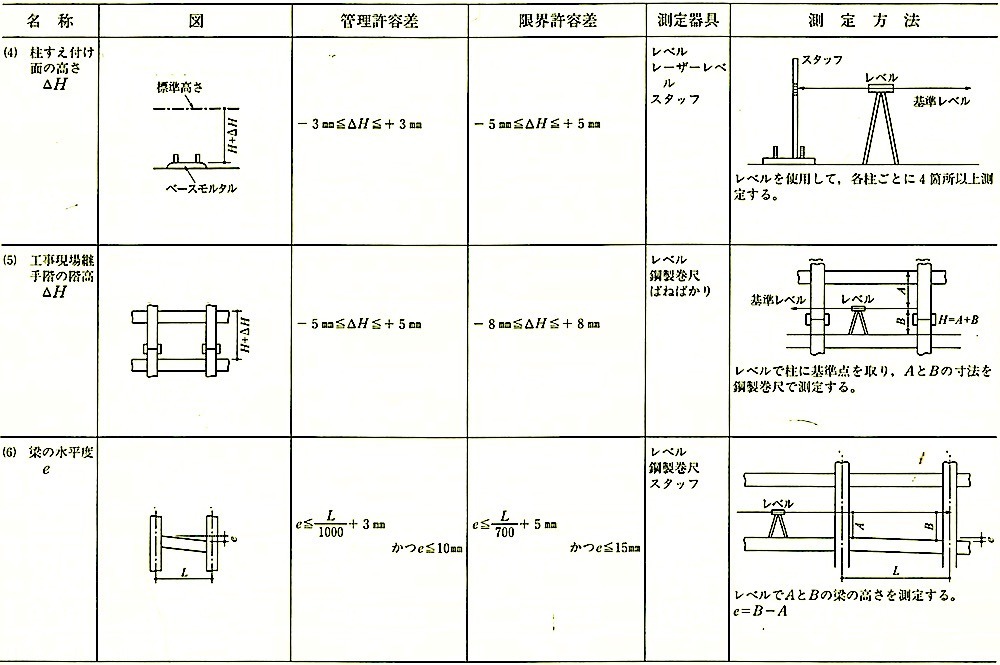
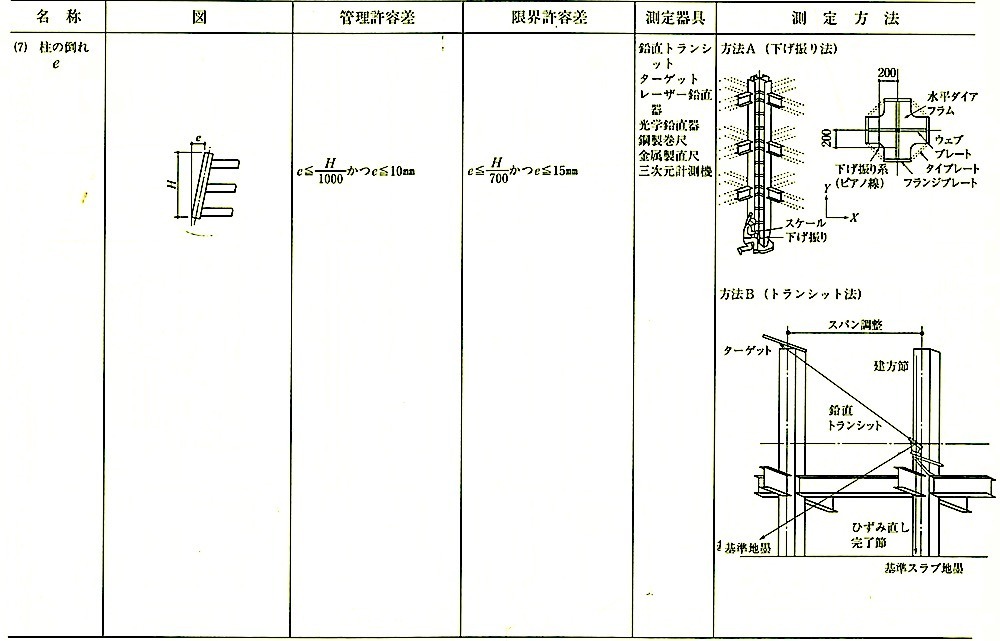
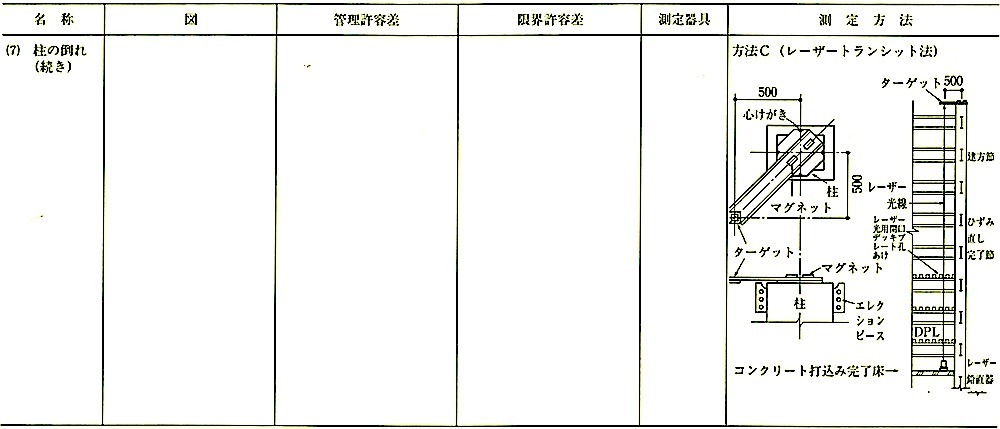
13節 鉄骨工事の精度
14節 資 料
02節 材 料
03節 工作一般
04節 高力ボルト接合
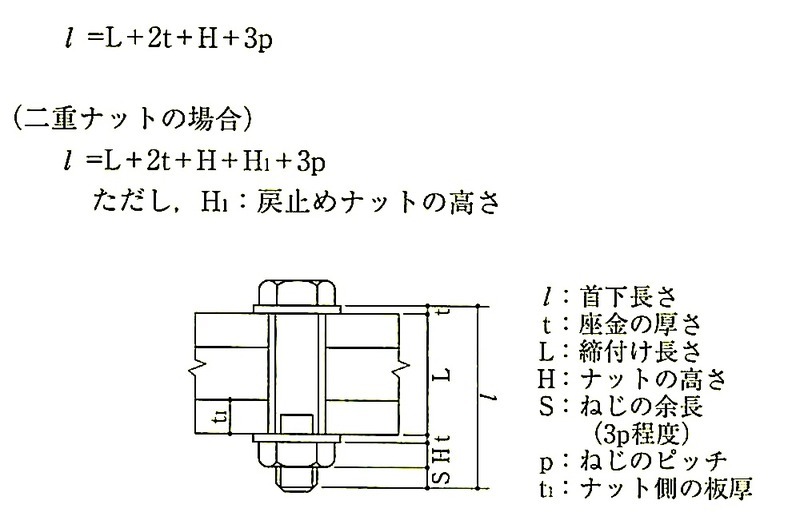
05節 普通ボルト接合
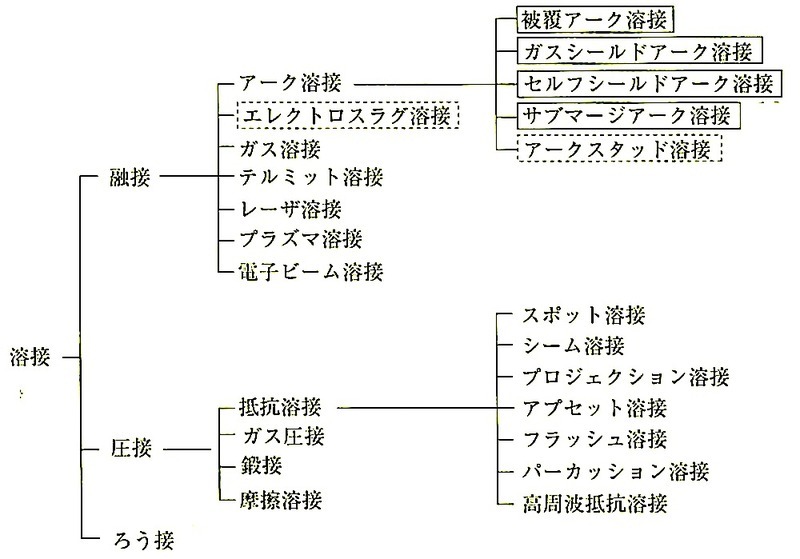
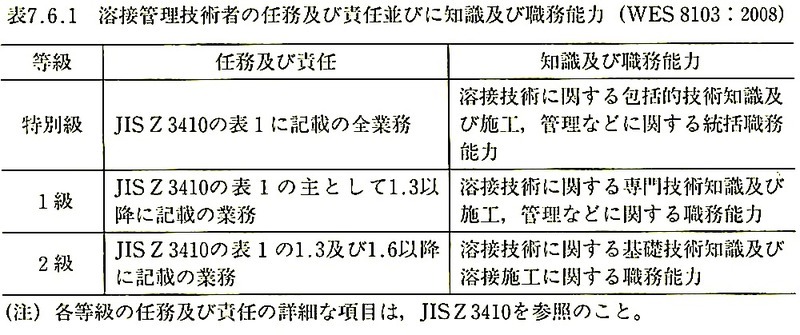
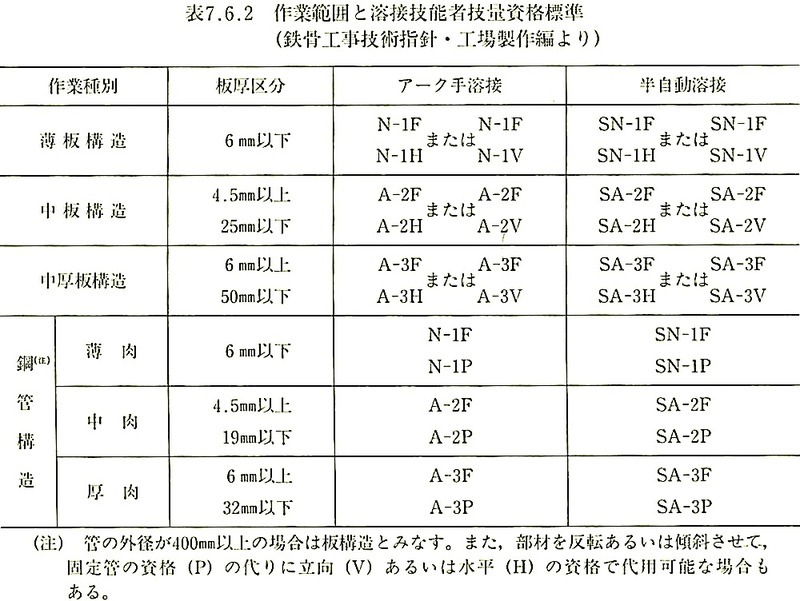
06節 溶接接合
07節 スタッド,デッキプレート溶接
08節 錆止め塗装
09節 耐火被覆
10節 工事現場施工
11節 軽量形鋼構造
12節 溶融亜鉛めっき工法
13節 鉄骨工事の精度
14節 資 料