第7章 鉄骨工事
07節 スタッド溶接及びデッキプレート溶接
7.7.1 適用範囲
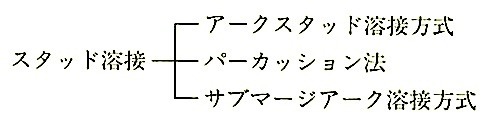
図7.7.1 スタッド溶接法の分類
(b) アークスタッド溶接は、アークシールドと呼ぶセラミックスの保護筒内で母材とスタッド間にアークを発生させ、その発熱により母材及びスタッドを溶融し、一定時間後、スタッドを母材面上に形成された溶融池に圧入して接合する溶接法である。鉄骨工事では、合成梁や柱脚のシャーコネクターとして多用されている。
7.7.2 スタッド溶接作業における技能資格者
「標仕」では、スタッド溶接技能資格者は、JASS 6付則4[スタッド溶接技術検定試験]に基づく技量を有する者としている。この技量の証明として(一社)スタッド協会が実施している「スタッド溶接技術検定試験」がある。この検定試験における技能者の資格の種別には基本級であるA級と専門級であるB級があり、A級はスタッド軸径22mmΦ以下の下向き溶接、B級は16mmΦ以下の横向きと上向き及び22mmΦ以下の下向き溶接を作業範囲と定めている。
7.7.3 スタッドの仕上り精度
(a) 適正に溶接されたスタッドの高さは溶接前の高さよりスタッド径に応じて3〜6mm減少し、所定の仕上り高さに納まる。一方、電源容量の不足等の原因でアークの発生が不十分な場合には、所定の仕上り高さより高くなり、逆にアークの発生が過度な場合には、所定の仕上り高さより低くなる。また、適正に溶接されたスタッドは、傾きのないものが得られる。
このように、スタッド溶接の溶接後の仕上り高さと頻きは溶接部の品質や施工条件の良否と密接な関係があり、これらの項目を確認することにより、溶接部の品質の良否が判定できる。
(b) 母材及びスタッド材軸部に深さ0.5mmを超えるアンダーカットが発生すると所定の強度が得られないので不合格とする。
7.7.4 スタッド溶接施工
(a) スタッド溶接は、原則として下向きで行うべきであるが、やむを得ず横向きとする場合はフラッシュがスタッド全周に回らないことが多いので注意する。
なお、横向き溶接を行う場合の技能者は、7.7.2に示す「スタッド溶接技術検定試験」のB級とするが16mmφを超える場合は横向きの技量付加試験を行うなど技量の確認が必要である。
(b) スタッド溶接は、大電流の溶接法であり、十分な溶接品質を確保するために専用電源を用いることを原則とする。やむを得ずほかの電源と併用する場合は必要な容量を用意する。
(c) 午前と午後の作業開始前に適切な溶接条件を設定するために試験溶接を行う。試験溶接は、スタッドの径ごとに2本以上のスタッド溶接を行い、30度の曲げ試験を行って溶接条件の適否を確認する。
なお、キャプタイヤケープルが発熱すると抵抗値が上がり、設定条件が変わるので注意する。
(d) 鋼板端部でスタッド溶接する場合、磁気吹き(磁力線の影響でアークが鋼板の内側に引かれる現象)の影響を受けると欠陥となりやすいので鋼板の端側に別の鋼板を置くなどの処置が必要となる場合がある。
(e) スタッドの溶接面に水分・著しい錆・塗料・亜鉛めっき等が介在すると健全な溶接が得られないことがあるため、グラインダー等によりこれらを除去して溶接を行う。
(f) デッキプレート等を貫通して行うスタッド溶接 は、工事に使用されるものと同一の材料及び条件で試験溶接を行い、適正な溶接ができることを確認する必要がある。また、施工に当たってはデッキプレートと溶接母材との間の清掃に特に注意して水分やごみ等の介在物がないことを確認することが必要である。
7.7.5 スタッド溶接後の試験
(a) スタッド溶接完了後、良好な施工品質が確保されているか否かを調べるため、次に示す項目についてあらかじめ受注者等に試験をさせ、その後に監督職員の検査を行う。
(1) 外観試験
(i) アンダーカットの試験は、全数目視により行う。
(ii) 仕上り高さと傾きの試験は「標仕」に定める抜取試験により行う。仕上り高さの測定は、金属製直尺又はコンベックスルールを用いて行う。傾きは目視によりチェックし、疑わしい場合は限界ゲージ(85°)を用いて最大領斜の位置に合わせてチェックする。
(2) 打撃曲げ試験
打撃曲げ試験は、ハンマーでスタッドに打撃曲げを加えこれによって溶接部で破断したり、溶接部に割れその他の欠陥が入らないことを確認する試験法である。割れその他の欠陥の確認は通常は目視により行う。
(b) 不良スタッドについては、要求される強度が確保できないため、7.7.6に定める方法により補修を行う。
7.7.6 不合格スタッド溶接の補修
(a) 母材又はスタッド材軸部に深さ0.5mmを超えるアンダーカットが発生した場合は、50 〜 100mm程度の隣接部に打直しを行う。そのうち、母材に生じたアンダーカットは、母材強度の低下を招くので予熱をして補修溶接を行う。
(b) 仕上り寸法の不良なスタッド材や割れ又は折損の生じたスタッド材は、隣接部に打直しを行うが、欠陥が母材に及んでいる場合は、母材強度の低下を招くのでこれらを除去してグラインダーで母材表面を平滑に仕上げる必要がある。
(c) 打撃曲げ試験で合格したものは、曲がったままでも力学的な支障は少ないので、そのままとしてよい。
7.7.7 気温等による処置
(a) 鋼材の表面温度が低いと溶接部の冷却速度が速いため溶接部に割れが生じやすいことは、スタッド溶接の場合でも同様である。そのため、気温が 0℃以下では原則としてスタッド溶接を行わないこととしている。溶接部の回りを加熱してスタッド溶接を行う場合の加熱温度の 36℃とは、手で触って温かく感じる程度の温度である。
(b) 鋼材表面がぬれた状態で溶接すると、湿気によって溶接部に欠陥が発生したり感電災害の原因にもなる。やむを得ず小雨の中で溶接を行わなければならない場合は、溶接作業区域をテント等で雨養生を行い、ガスバーナー等で溶接する鋼材の表面を加熱し乾媒させた状態でスタッド溶接を行う必要がある。しかし、工事現場施工におけるスタッド溶接は作業範囲が広いので、これらの準備作業は多大な労力と時間を要するため、雨中や0℃以下の低温下でのスタッド溶接は極力避けるべきである。(7.6.8 (c)参照)
7.7.8 デッキプレートの溶接
(a) デッキプレートを鉄骨部材に溶接する場合は特記に基づいてデッキプレートの使用目的に応じた溶接方法を採らなければならない。
デッキプレートを用いた床構法には次の3種類がある。
(1) デッキプレートとコンクリートとのデッキ合成スラブ
(2) デッキプレートと鉄筋コンクリートとのデッキ複合スラブ
(3) デッキプレートをそのまま構造体としたデッキ構造スラブ
いずれの場合もデッキプレートを鉄骨部材に溶接する場合はデッキプレートを梁に密着させ、通常は床スラブから伝達される面内せん断力に対し十分耐えられるように 焼抜き栓溶接を行っている(図7.7.2参照)。ただし、鉄骨梁の設計をデッキ合成スラブの効果を考慮した合成梁として行い、スタッドをデッキプレートを貫通して溶接することが特記されている場合は、焼抜き栓溶接は不要とされている。この場合16mmφ以上のスタッドを使い、デッキプレートを梁に密着させて溶接する。
なお、この場合でもデッキプレートが敷込み後に強風や突風によって飛散しないように、敷込みと同時に仮留めとしてアークスポット溶接若しくは隅肉溶接を行う必要がある。
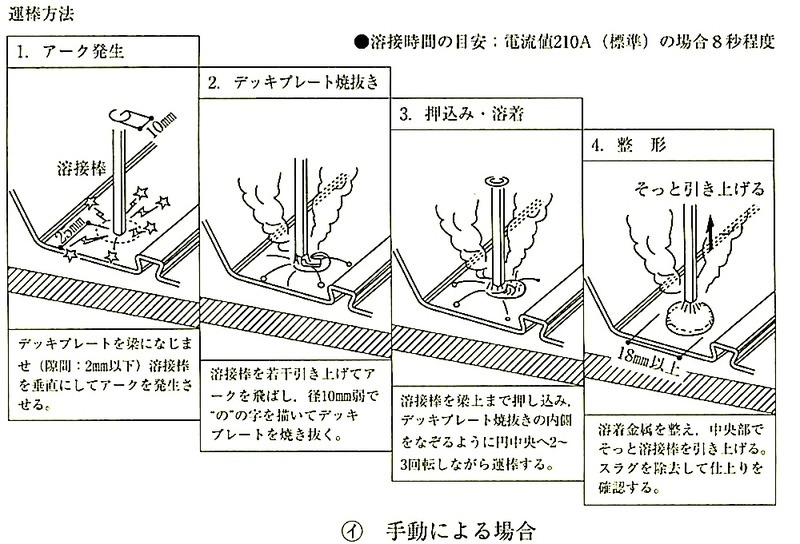
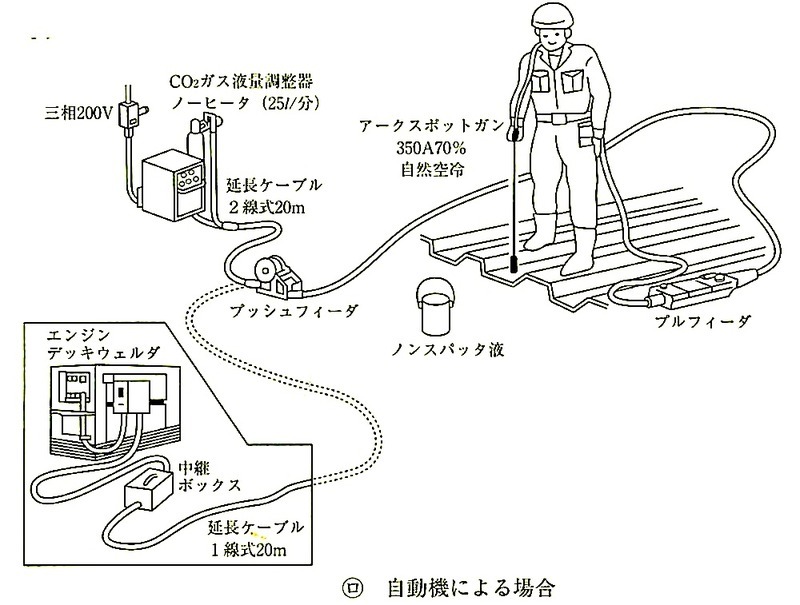
図 7.7.2 焼抜き栓溶接の施工方法の例
(b) 溶接技能資格者
(1) 溶接技能資格者は、原則として、7.6.3に解説する溶接技能資格の有資格者とする。スタッド溶接に従事できる溶接技能資格者としては、作業姿勢、スタッド呼び名に応じた(一社)スタッド協会「スタッド溶接技術検定試験」に合格した有資格者がいる。
(2) 焼抜き栓溶接には、被覆アーク溶接棒を使用する手動方法と、炭酸ガスシールド溶接を使用する自動焼抜栓溶接機による方法がある。
前者の場合はJIS Z 3801(手溶接技術検定における試験方法及び判定基準)における基本となる級以上の有資格者、後者の場合は、JIS Z 3841(半自動溶接技術検定における試験方法及び判定基準)における基本となる級以上の有資格者とする。
いずれの場合も焼抜き栓溶接について十分な知識と技量を有している溶接技能者に従事させる。
【このカテゴリーの最新記事】
- no image
-

-

-

-

-

-

- no image
-

-

-

-

-

-

- no image
-

-

-

-

-