第7章 鉄骨工事
2節 材 料
7.2.1 鋼 材
建築用に使用される鋼材は、その用途に応じて種々の特性を有し、その素材である鉄鉱石、鉄くずから多くの製造工程を通して製造される。図7.2.1 に、製鉄所における素材の一貫製造工程の概略を示す。
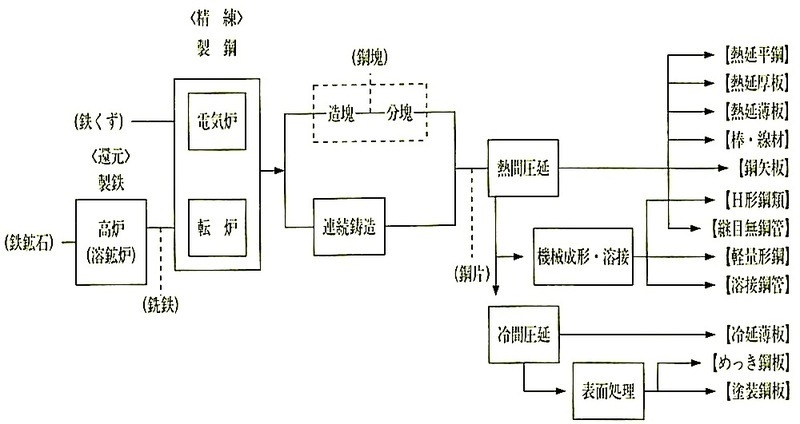
図 7.2.1 製鉄所における素材の一貫製造工程
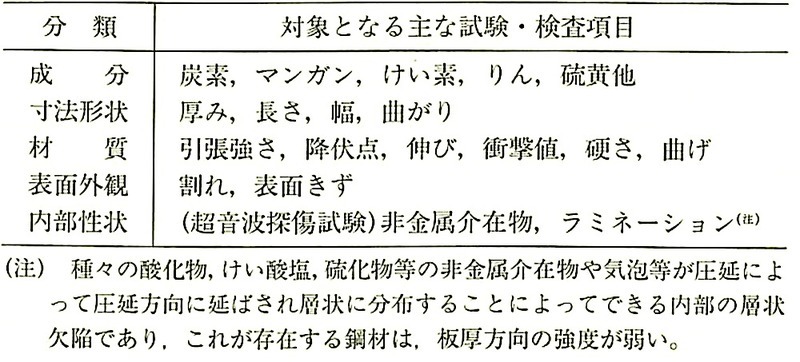
鉄鋼製造工程の中で鋼の特性を決める主な要因は、製鋼工程における鋼の成分・鋳造法、圧延・機械成形工程における加工・溶接や熱処理条件、表面処理工程におけるめっき・塗料の成分や被覆方法等で、これらを適切に組み合わせることにより所定の特性をもった素材が製造される。特に注目すべきことは、技術の向上により1970年代まで主流であった造塊・分塊法が、連続鋳造法に移行して、現在では 95%以上の鋼材が連続鋳造により製造されるようになったことで、結果として鋼材の品質向上に大きく貢献している。また、製造された素材は、試験や検査によって所定の特性をもっていることが確認される。表7.2.1は、製鉄所が行っている主な試験や検査項目である。
なお、製造された素材について、製造業者より品質の証明書として規格品証書(ミルシート、検査証明書、試験成績書等)が発行される。
表7.2.1 製鉄所における主な試験や検査項目
(b)構造用鋼材の性質と種類
(1) 鋼の物理的性質
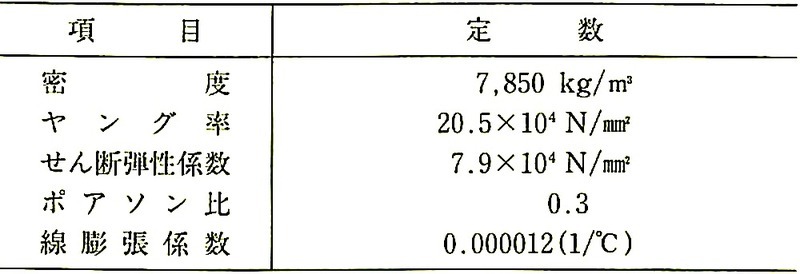
通常の鋼がもつ基本の物理定数を、表7.2.2 に示す。
表7.2.2 鋼の物理定数
(2)鋼中の炭素含有量と材質
鉄骨工事に使用される構造用鋼は、そのほとんどが炭素鋼(普通鋼)と呼ばれるものである。炭素鋼は、炭素含有量が通常0.02〜約2%の範囲の鋼であり、鋼中の炭素(C)含有量によりその材質が大きく変化する。一般的には、炭素量が多くなると引張強さと硬さは増加するが、伸びや靭性(ねばり強さ)が低下する。そして、炭素量が多くなり過ぎると材質はもろくなり構造用鋼材として使用できなくなる。図7.2.2 に炭素量と材質変化を示す。
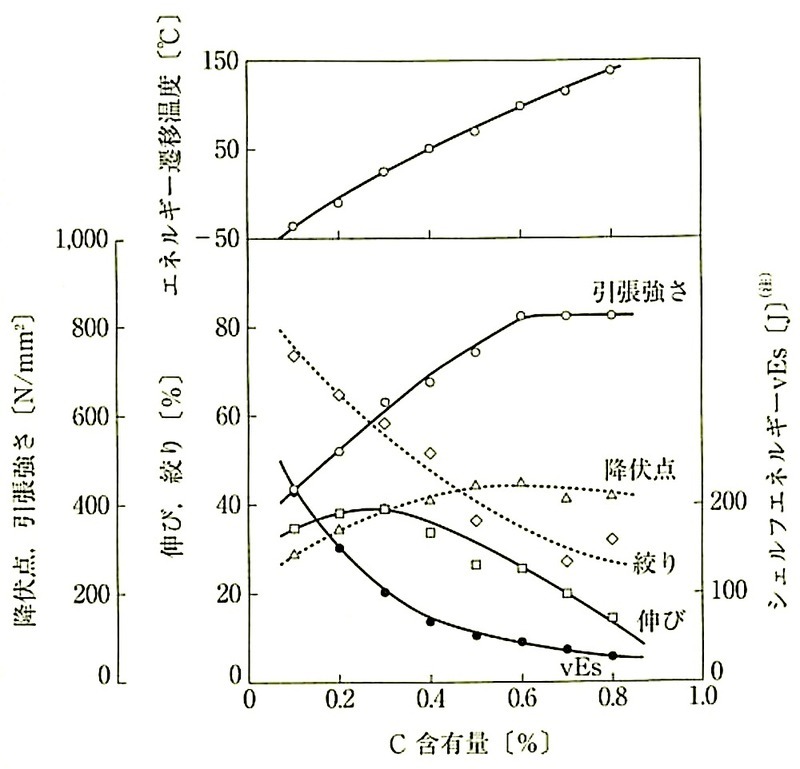
図 7.2.2 炭素量と材質変化
※シェルフエネルギーとは、鋼のシャルピー試験において、完全延性破壊を呈する温度のエネルギーをいう。
(3)高温度における材質変化
建築構造物の設計や工事の際の、鋼材の材質特性は、一般的に常温の値を使用することが多い。しかし、鋼材は、温度の上昇とともに強度が低下することがよく知られており、鋼材の使用場所や環境によって高温度になるような場合は、この強度の低下をあらかじめ見込んで使用しなければならない。図7.2.3 に、鋼材の主な材質が、温度とともに変化する状況を示す。
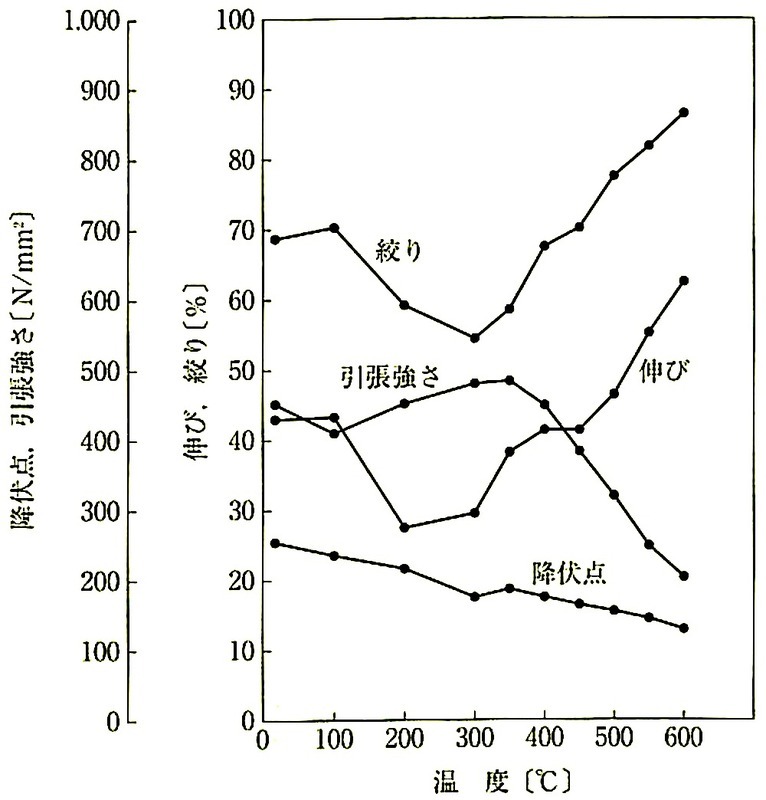
図 7.2.3 温度と鋼材の材買変化の関係
(4) 鋼の成分と溶接性
鉄骨工事にとって重要な溶接性は、鋼材の炭素量と密接な関係にある。炭素が多く含まれる鋼材の溶接性は一般的には悪い。したがって、炭素量を適切に抑えて、ほかのマンガン(Mn)やけい素(Si)等の成分を添加して引張強さ、硬さ、伸びを確保しながら溶接性の改善を図ることが多い。 鋼材の溶接性への影響度を表す数値が炭素当量(Ceq)、溶接割れへの影響度を表す数値が溶接割れ感受性組成(P CM )である。これらは、添加されたほかの成分の影響を、次式(JIS G3106、JIS G 3136より引用)によって換算した数値である。

炭素当量及び溶接割れ感受性組成は、溶接材料、溶接条件、溶接部の形状等とともに溶接部の性能を確保するための重要な指標の一つであり、例えば、JIS G 3136(建築構造用圧延鋼材)(SN材)では、炭素当量を 400N/mm 2 の B,C材で 0.36%以下、490N/mm 2 の B、C材で 0.44%以下(厚さ 40mm以下)、0.46%以下 (厚さ 40mをm超え 100mm以下)と規定している。 また、溶接割れ感受性組成もSN400B,C材で 0.26%以下、SN490B, C材で 0.29%以下としている。
なお、式中の元素記号は、その含有量を重量%で示したものである。
(5) 熱処理と材質変化
鋼は, 熱処理によって材質を変化させることができる。 素材に行われる熱処理や溶接部又はその周辺に残る有害な影響を解除する溶接後の熱処理は、この性質を利用したものである。
通常行われている熱処理には、次のような種類がある。
?@焼入れ
鋼を硬くし、強度を増加するためにある特定の温度以上まで加熱したのち、急冷する方法
?A焼戻し
焼入れした鋼の硬さや強度を減少して、靭性(ねばり強さ)をもたせるため適切な温度(400〜650℃程度)まで加熱したのち、自然に冷却する方法
?B焼ならし
加工した鋼の結晶組織を微細化・均一化するため、ある特定の温度以上まで加熱したのち、自然に冷却する方法
?C焼なまし
鋼を軟らかくするために結品組織の大きさを整えたり、内部応力の除去のため、適当な温度で一定時間加熱したのち、ゆっくりと冷却する方法(炉の中で冷却することが多い。)
溶接構造物や溶接機械部品の内部応力除去のために行われる熱処理を、応力除去焼鈍ということがある。
(6) 鋼材の用途と分類
鋼材には.多くの種類があり用途に応じて使用される。各々の鋼材は、品質要求に適合するように製造されているから、十分な配慮(例えば、構造物の荷重・圧力・温度等の条件、切削・溶接・熱処理・表面処理等の加工条件に合うかどうか)をして、適切な鋼材を使用する。
構造部位の視点に立つと、激震時に部材が塑性化する部位か弾性範囲に留まる部位かによって、降伏点又は耐力、降伏比、板厚方向性能の保証の有無を使い分けることが直要である 。
(7)主な鋼材の種類
(i) 建築基準法に基づく告示に規定された主な鋼材の種類とその概要を表7.2.3に示す。
なお、JIS G 3106(溶接構造用圧延鋼材)で熱処理を行ったときは、記号の末尾に焼ならしN、焼入れ焼戻しQ、熱加工制御 TMC の各記号を付記することになっている 。
また、JIS G 3106 で内部欠陥のないことを立証するために超音波探傷試験を行ったときは、記号の末尾に UT を付加して表す。 超音波探傷試験は、JIS G 0901(建築用鋼板及び平鋼の超音波探傷試験による等級分類及び判定基準)による。
なお SN400C、SN490Cは出荷前に超音波探傷試験が実施されている。また、SN400B、SN490B はオプションで超行波探傷試験ができることになっている 。
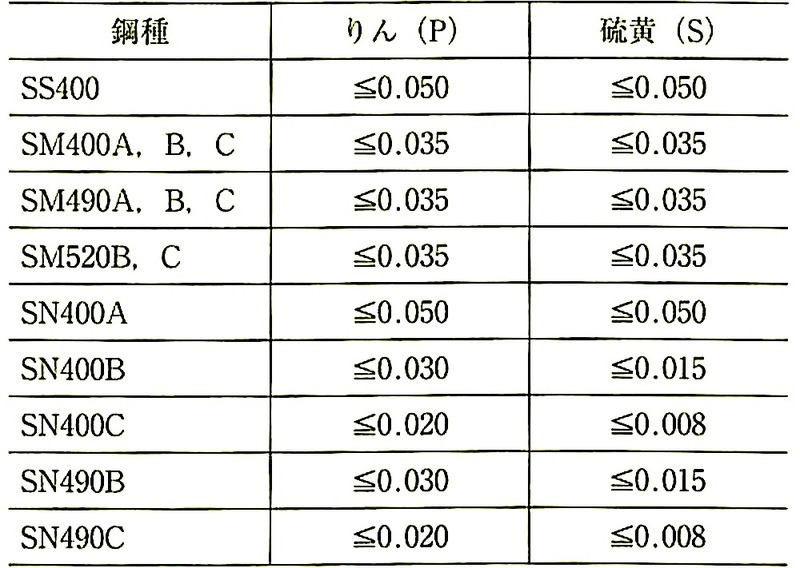
JIS G 3101 (一般構造用圧延鋼材)に規定されるSS400 材と JIS G 3106 に規定される SM490A材は建築用鋼材として多く使用されているが、溶接性、衝撃特性及び板厚方向の性能が必要となる箇所に使用する場合は、特にりん(P)と硫黄(S) の不純物の含有量に注意して使用する。
溶接性において、高温割れの主因は溶接金板のデンドライト境界面に残存する低融点の不純物にあるとされており、 P や S 等が割れを促進する元素として知られている。また、T 継手あるいは隅肉多層盛溶接部に発生するラメラテアは、圧延方向に伸長した鋼板の層状介在物 (MnS) が原因の一つとされている。更に、この層状介在物 (MnS) は、板厚方向の絞り値にも大きく影響する。参考として、各鋼種の P 及び S の JIS 規格値を表 7.2.4 に示す。
なお、溶接接合の場合は、その部位の重要度に応じてP や S の少ないものを使用することが望ましい。
(?A) 表 7.2.3 に掲げるもののほか 建築基準法に基づき指定又は認定を受けた構造用鋼材及び鋳鋼がある。
表 7.2.3 主な綱材の種類と概要
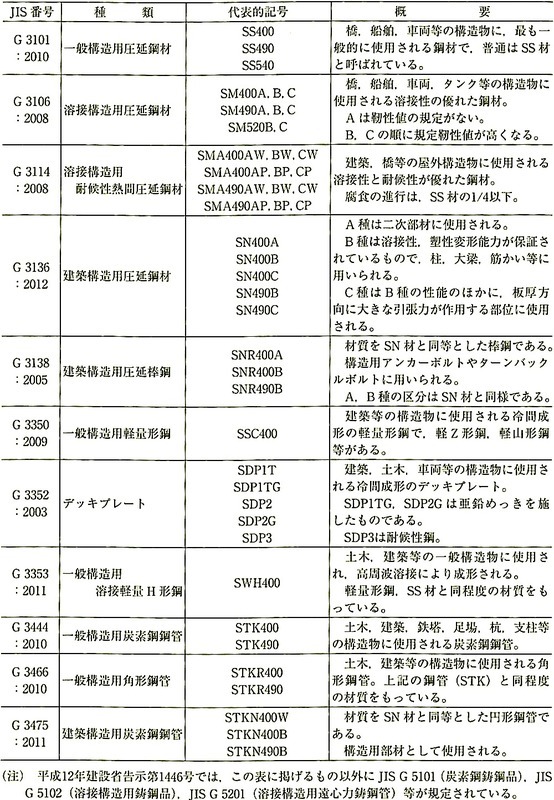
表 7.2.4 各鋼種のP及びS のJIS 規格値(単位:%)
(8)建築構造用圧延鋼材( SN材)
(?@) 建築物の主要構造部に用いられる鋼材として、SS材、SM 材の JIS 規格値を満足するだけでなく、次のような条件も満足する。
?@ 降伏点の上限値規定
?A 降伏比(降伏点/ 引張強さ) の上限値規定
?B 板厚方向の絞り値の下限値規定 (C材のみ)
?C 化学成分のうち、より厳しい P, S 値の規定
?D 炭素当量又は溶接割れ感受性組成の規定
?E JIS G 0901 による超音波探傷試験による内部品買の保証(C 材では規格として義務付けられている。 また、B材でもオプションで超音波探傷試験による内部品質の保証も可能である。)
(?A) JIS の概要は、次のとおりである。
名 称:建築構造用圧延鋼材
鋼種種類の記号:SN400A,B,C、SN490B, C
製 造 範 囲 :板厚 6mm以上、100mm以下の鋼板、帯鋼、平鋼及び熱間圧延形鋼
この鋼材の特徴は、次のとおりである。
?@ これまでの溶接性による識別のための鋼種記号SS材、SM材とは別に、建築用鋼材として鋼種記号 SN材とする。
?A 溶接性の保証の有無、板厚方向の引張り特性の保証等を、強度区分の末尾記号 A, B. C で表示する。
A : 主として弾性設計の範囲内で使用し、主要な溶接を行わない部材( 小梁、間柱、母屋、胴縁等の 二次部材 )に適用するもの 。
B : 溶接を行う部材であり かつ,塑性変形能力を期待する部材(柱、梁等耐震用主要構造部材) に適用するもの。
C : 溶接性、塑性変形能力を必要としたうえで、更に板厚方向引張応力が作用する部材(溶接組立箱形断面柱のスキンプレート、通しダイアフラム等)に適用するもの。このため、C 材では板厚方向引張り性能として絞り試験及び鋼板では UT (超音波探傷)試験が実施される。
?B 引張強さの区分は、これまでの 400Nと 490N と同じ 2種類とする。それぞれに対する F値はこれまでと同じ扱いである。
?C ミルシートに記載される化学成分の種類は増える。化学成分値については、B,C 材にあっては溶接性を重視する材料であることから P,S値が大幅に低減されている。 また、予熱管理も考慮して Ceq 又は P CM を保証するものとなっている。
?D 機械的特性に関する規定としては、若干の例外はあるが、通常使用される範囲の板厚のものに対しては次のとおりとなっている。
降伏点又は耐力:下限と上限を規定
引張強さ :下限と上限を規定
降伏比 :上限を規定
0℃シャルピー吸収エネルギー値:下限を規定
これは、現行の耐震設計の基本理念が鋼部材の塑性変形能力によって地震入力エネルギーを吸収するものとしていることに対応させたものである。
?E 鋼板、形鋼の板要素の板厚マイナス側の公差が大輻に縮小された。これによって、これまで存在していた公称板厚りより薄い板要素の鋼材はほとんど排除された。
?F すべてのH 形鋼 ( (11)の外法一定 H 形鋼を含む。)のフィレットの r 寸法が H形鋼のサイズごとに統一され、8,13,18,22,26 mm の 5 つに集約された。
(9) 鋼板のマーキング
建築構造圧延鋼材 (SN 材)には、切板に切断された段階でも明らかに規格材であると識別できるように、鋼板表面全 面に社章あるいはドットマーク・規格名称をマーキングができることになっているので、マーキングのある材料を使用するとよい。
なお、形鋼には全面マーキングは行っていないが.全長にわたって連続マーキングしているものがある。
マーキングの内容は、次のとおりである
?@ マーク表示面:表(おもて)面全面
?A マーク表示項目:社章又は規格分別マーク又はドットマーク
1) SN400B,C 社章と菱形
2) SN490B,C 社章と円形
3) その他 社章
?B マーク表示ピッチ:長手、幅方向ともに 350mmピッチ程度
?C マーク 寸 法:80mm × 80mm程度
(10) その他の鋼材
( i ) 建築構造用 TMCP 鋼
従来の鋼材の製造法は、アズロール(圧廷のまま)又は焼ならし処理が主体であった。この方法だと化学成分で強度を確保せざるを得ないが、炭素量や合金成分が高くなると、炭素当量が高くなり溶接性に悪影響を及ぼす。特に、厚肉鋼板ではこの領向が箸しかった。
最近、超高層建築等板厚の大きい場合に使用頻度の高い TMCP 鋼は、この点を解決したものである。TMCP は Thermo Mechanical Control Process の略称で「熱加工制御」又は「加工熱処理」とも呼ばれている。TMCP は、鋼材製造法を指し、TMCP 鋼はその方法で作られた鋼材のことである。
TMCP は熱間圧延時の圧延温度の制御と、その直後の冷却方法との組合せにより最適な材質をつくり込む。冷却方法は水冷型と非水冷型に分類されるが、建築用鋼材では通常水冷型が用いられている。
TMCP鋼と従来鋼の圧延方法の比較を図 7.2.4 に.TMCP鋼の炭素当量と強度の関係を図7.2.5 に示す。
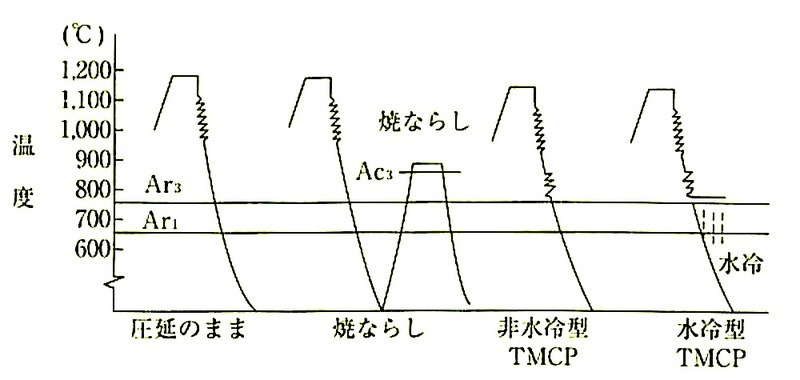
図 7.2.4 TMCP鋼と従来鋼の圧延方法の比較
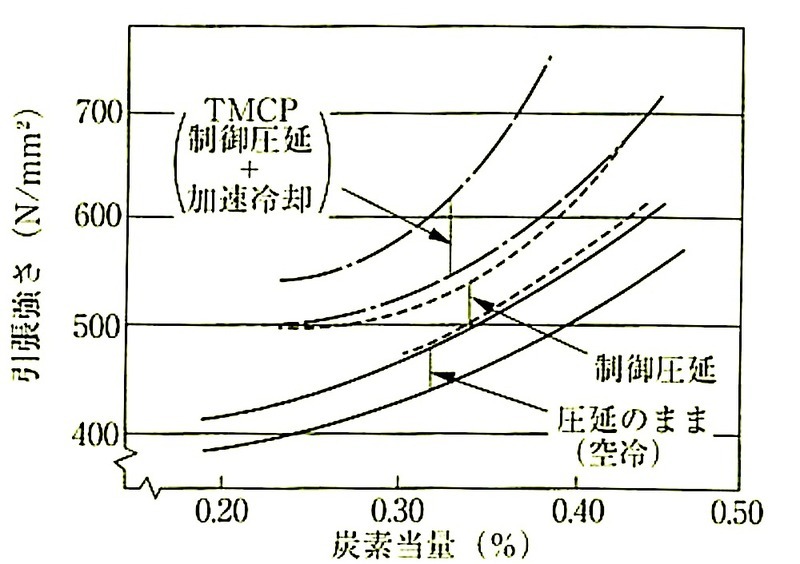
図 7.2.5 TMCP鋼の炭素当量と強度との関係
大手高炉メーカー各社は、建築構造用 TMCP鋼材で、建築基準法に基づく認定を取得している。 これによると、この材料は厳格な品質管理のもとで、化学成分の調整と水冷型熱加工制御法による製造法で板厚 40mmを超え 100mm以下の材でも、40mm以下と同じ基準強度( F値 )が保証されている。
(ii) 冷間成形角形鋼管
冷間成形角形鋼管には、JIS による冷間成形角形鋼管(JIS G 3466 一般構造用角形鋼管 )と建築構造用に使用することを目的とした国土交通大臣認定による冷間成形角形鋼管があり、鋼板をプレス成形して製造される冷間プレス成形角形鋼管と鋼帯からロール成形により製造される冷間ロール成形角形鋼管に分けられる。
この国上交通大臣認定による冷間成形角形鋼管は、?@塑性変形能力の確保、?A溶接性の確保、?B公称断面寸法の確保、?C角部コーナー Rの曲率半径の統ーを特徴とする材料である。冷間プレス成形角形鋼管は、辺長及び板厚が 200 × 6(mm) 〜1,000 × 40(mm)の範囲で製造され、鋼管の引張強度レベルは400N/mm 2 級と490N/mm 2 級の 2種類がある。 490N/ mm 2 級の鋼管には、角部の靭性(試験温度 0℃でのシャルピー吸収エネルギー70J以上)を保証した角形鋼管もある。冷間ロール成形角形鋼管は,辺長及び板厚が150 × 6(mm) 〜 550 × 22(mm) の範囲で製造され、鋼管の造管前の鋼帯の強度は 400N/ mm 2 級であるが、造管後の降伏点の下限値を 295N/ mm 2 としている 。 詳細は、(独)建築研究所監修 「冷間成形角形鋼管設計・施工マニュアル」を参照されたい。
なお.冷間状態で円形鋼管にしたのち、熱間状態で角形にする熱間成形角形鋼管もある 。
( iii ) 高強度鋼
近年の鉄骨造建築物の高層化・大型化に伴い、厚くなる鋼部材の板厚を抑え軽量化等を図るため、490N/mm 2 級鋼を超える 550、590、780、1,000N/ mm 2 級の高強度鋼が開発されている。
これらには、使用ニーズに合わせて、低降伏化、高降伏化、溶接施工の難易度軽減のための予熱低減を可能とするなどの性能を有する製品も製造されている。
(iv) 耐火鋼( FR鋼)
鋼材は高温になると強度が低下するため、耐火被覆が必要となる。 耐火鋼は、耐熱性を高めるためにモリブデン等の合金を添加することで高温強度を向上させ、耐火被覆を軽減若しくは無被覆にできる鋼材である。 600℃においても、常温規格値の 2/ 3 以上の降伏耐力を保証している。
(v) 低降伏点鋼
制振構造において低降伏点鋼を使用する制振デバイスは他のデバイスに比較して安価で、かつ、信頼性や耐久性も高いことから急速に普及してきた鋼材である。 低降伏点鋼は通常の柱梁の主架構の鋼材よりも降伏点が低く、地震時に
低降伏点鋼を早期に降伏させることで地震入カエネルギーを鋼材の塑性エネルギーに変換して制振効果を発揮させる。
なお、低降伏点鋼は、降伏点又は耐力が 225N/mm 2 級及び 100N/mm 2 級の 2種類が主に使用される。
(11) 外法一定 H形鋼 (定形H 形鋼)
従米の H形鋼は、圧延製造上の制約から、同一シリーズでは内法が一定であり、フランジ厚の変化によってせいが異なっていた。 このため、柱梁接合部に極端に厚いダイアフラムを要したり、継手部にフィラープレートの挿人が必要であった。
圧延製造技術の進歩により、上記の問題点を解決した製品が外法一定 H形鋼である。 この H 形鋼は同一シリーズ内のサイズ構成も豊富で、経済的なサイズ選択の自由度が広がった。各社のサイズはほぽ同じである。フィレット寸法は全メーカーで統一寸法(13、18mm)となっている。 また、この H 形鋼のフランジ、ウェブの板厚は、鋼板の常用板厚とほとんど同厚になっている( 例外は板厚14mmのみ)。
(c) 鋼材のJIS の抜粋
JIS G3136(建築構造用圧延鋼材)の抜粋を次に示す。
JIS G3136:2012
1.適用範囲
この規格は、建築構造物に用いる熱間圧延鋼材(以下、鋼材という。)について規定する。
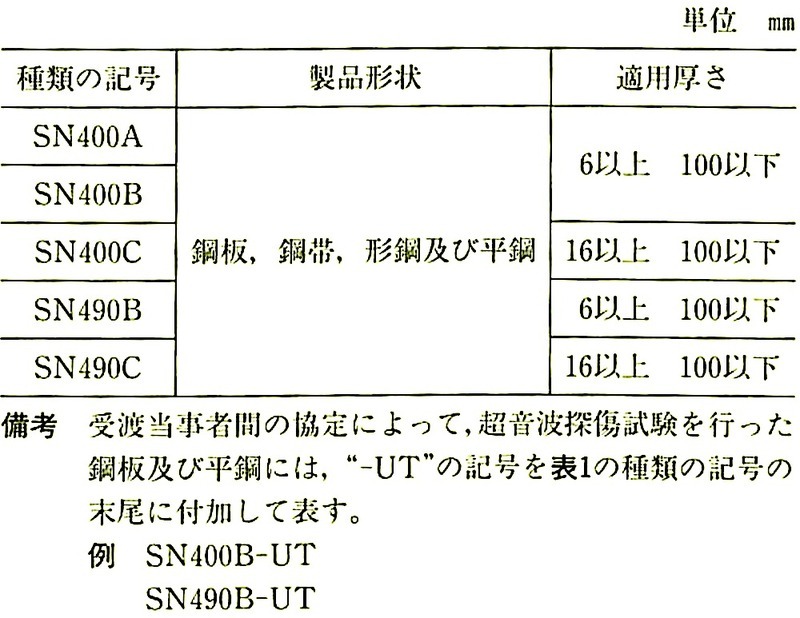
3.種類及び記号並びに適用厚さ
鋼材の種類は 5種類とし、その記号及び適用厚さは、表1による。
表1種類の記号
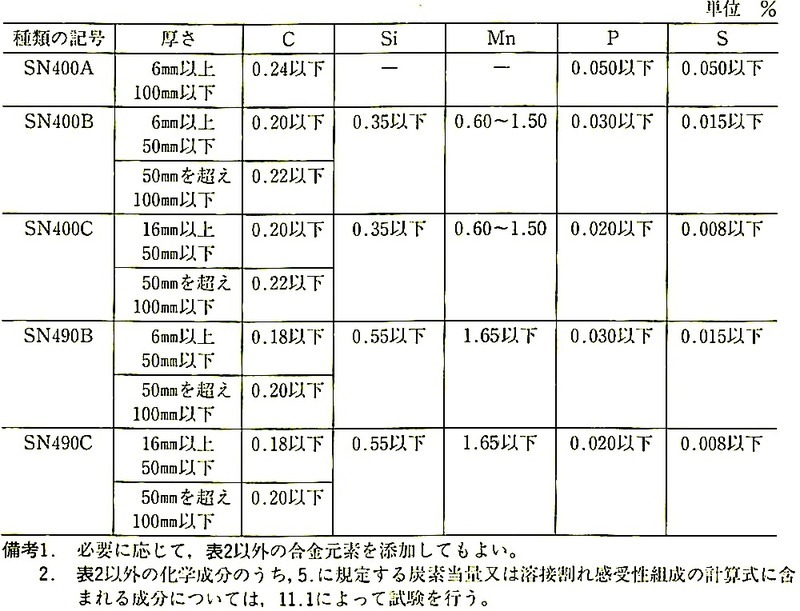
4.化学成分
鋼材は、11.1によって試験を行い、その溶鋼分析値は、表2 による。
表 2 化学成分
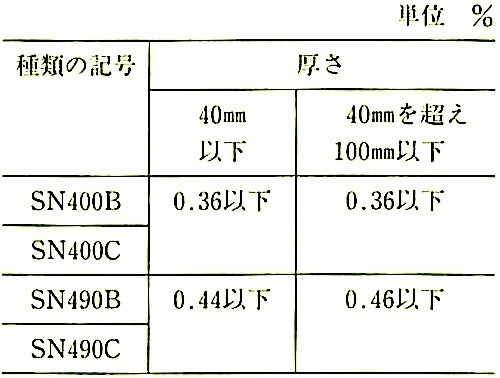
5. 炭素当量又は溶接割れ感受性組成
5.1 炭素当量又は溶接割れ感受性組成
鋼材の炭素当量又は溶接割れ感受性組成は、次による。
a) 炭素当量は、表3による。炭素当量の計算は、11.1 の溶鋼分析値を用い、式(1)による。
なお、計算式に規定された元素は、添加の有無にかかわらず、計算に用いる。

ここに、Ceq:炭素当量(%)
表3 炭素当量
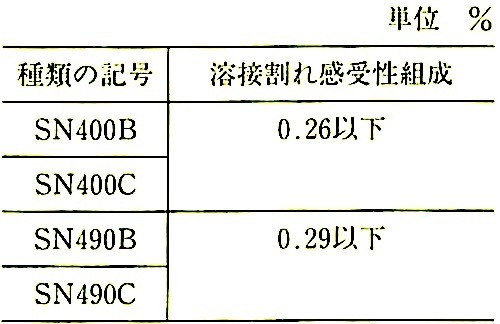
b) 受渡当事者間の協定によって、炭素当量の代わりに溶接割れ感受性組成を適用してもよい。この場合の溶接割れ感受性組成は、表4 による。溶接割れ感受性組成の計算は、11.1 の溶鋼分析値を用い、式(2)による。
なお、計算式に規定された元素は、添加の有無にかかわらず、計算に用いる。

ここに、
P CM :溶接割れ感受性組成(%)
表4 溶接割れ感受性組成
6. 機械的性質
6.1 降伏点又は耐力、引張強さ、降伏比及び伸び
鋼材は、11.2 によって試験を行い、その降伏点又は耐力、引張強さ、降伏比及び伸びは、表5による。
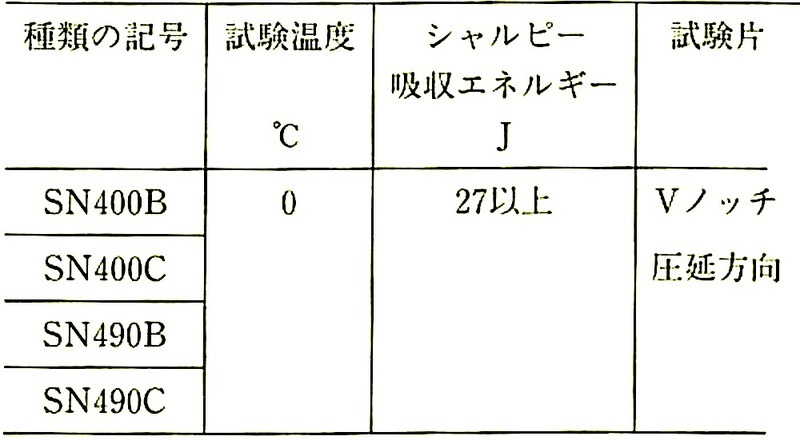
6.2 シャルピー吸収エネルギー
厚さ12mmを超える鋼材は、11. 2 によって試験を行い、そのシャルピー吸収エネルギーは表 6 による。 この場合、シャルピー吸収エネルギーは.3個の試験片の平均値とする。
なお.個々の試験結果のうち 1個は、27J 未満になってもよいが、19J 以上でなければならない。
表6 シャルピー吸収エネルギー
6.3 厚さ方向特性
鋼材は、11.3 によって試験を行い、その厚さ方向特性は表 7による。
表7 厚さ方向特性
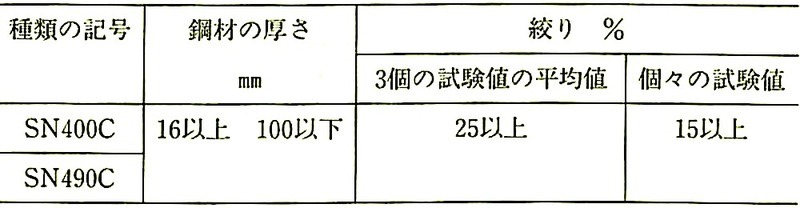
表5 降伏点又は耐力、引張強さ、降伏比及び伸び

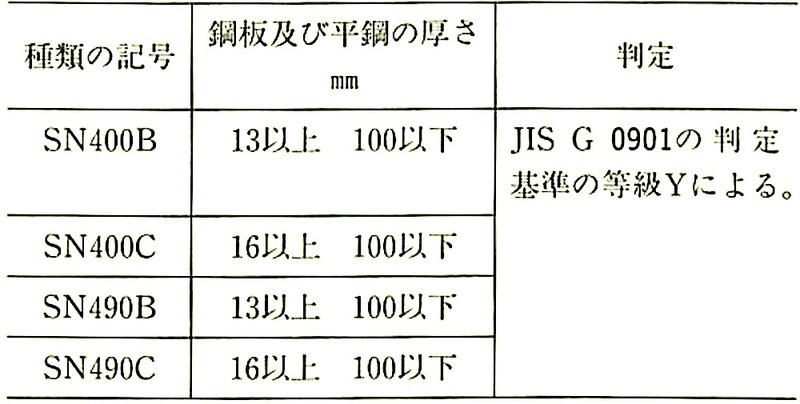
7. 超音波探傷試験
SN400C 及び SN490C の厚さ16 mm 以上の鋼板及び平鋼は、11.4 の試験を行い、判定は 表8 による。 SN400B及びSN490Bの厚さ 13 mm以上の鋼板及び平鋼は、受渡当事者間の協定によって超音波探傷試験を実施してもよい。その場合、試験は、11.4 によって行い、その判定は表8 による。
表8 超音波探傷試験
14. 表示
検査に合格した鋼材は、鋼材ごと又は 1結束ごとに、次の項目を適切な方法で表示する。 ただし、受渡当事者間の協定によって、項目の一部を省略してもよい。
a ) 種類の記号(超音波探傷試験を行ったことを示す記号及び熱処理の記号を含む。)
b ) 溶鋼番号又は検査番号
c ) 寸法
d ) 結束ごとの数量又は質量 (鋼板と鋼帯の場合)
e ) 製造業者名又はその略号
JIS G3136:2012
1.適用範囲
この規格は、建築構造物に用いる熱間圧延鋼材(以下、鋼材という。)について規定する。
3.種類及び記号並びに適用厚さ
鋼材の種類は 5種類とし、その記号及び適用厚さは、表1による。
表1種類の記号
4.化学成分
鋼材は、11.1によって試験を行い、その溶鋼分析値は、表2 による。
表 2 化学成分
5. 炭素当量又は溶接割れ感受性組成
5.1 炭素当量又は溶接割れ感受性組成
鋼材の炭素当量又は溶接割れ感受性組成は、次による。
a) 炭素当量は、表3による。炭素当量の計算は、11.1 の溶鋼分析値を用い、式(1)による。
なお、計算式に規定された元素は、添加の有無にかかわらず、計算に用いる。
ここに、Ceq:炭素当量(%)
表3 炭素当量
b) 受渡当事者間の協定によって、炭素当量の代わりに溶接割れ感受性組成を適用してもよい。この場合の溶接割れ感受性組成は、表4 による。溶接割れ感受性組成の計算は、11.1 の溶鋼分析値を用い、式(2)による。
なお、計算式に規定された元素は、添加の有無にかかわらず、計算に用いる。
ここに、
P CM :溶接割れ感受性組成(%)
表4 溶接割れ感受性組成
6. 機械的性質
6.1 降伏点又は耐力、引張強さ、降伏比及び伸び
鋼材は、11.2 によって試験を行い、その降伏点又は耐力、引張強さ、降伏比及び伸びは、表5による。
6.2 シャルピー吸収エネルギー
厚さ12mmを超える鋼材は、11. 2 によって試験を行い、そのシャルピー吸収エネルギーは表 6 による。 この場合、シャルピー吸収エネルギーは.3個の試験片の平均値とする。
なお.個々の試験結果のうち 1個は、27J 未満になってもよいが、19J 以上でなければならない。
表6 シャルピー吸収エネルギー
6.3 厚さ方向特性
鋼材は、11.3 によって試験を行い、その厚さ方向特性は表 7による。
表7 厚さ方向特性
表5 降伏点又は耐力、引張強さ、降伏比及び伸び
7. 超音波探傷試験
SN400C 及び SN490C の厚さ16 mm 以上の鋼板及び平鋼は、11.4 の試験を行い、判定は 表8 による。 SN400B及びSN490Bの厚さ 13 mm以上の鋼板及び平鋼は、受渡当事者間の協定によって超音波探傷試験を実施してもよい。その場合、試験は、11.4 によって行い、その判定は表8 による。
表8 超音波探傷試験
14. 表示
検査に合格した鋼材は、鋼材ごと又は 1結束ごとに、次の項目を適切な方法で表示する。 ただし、受渡当事者間の協定によって、項目の一部を省略してもよい。
a ) 種類の記号(超音波探傷試験を行ったことを示す記号及び熱処理の記号を含む。)
b ) 溶鋼番号又は検査番号
c ) 寸法
d ) 結束ごとの数量又は質量 (鋼板と鋼帯の場合)
e ) 製造業者名又はその略号
JIS G3136:2012
7.2.2 高カボルト
(a) トルシア形高カボルト
トルシア形高カボルトは、JIS形の高力ボルトに形状が似たもので、ボルトの締付けにより、図 7.2.6 に示すように、ボルトのネック部が破断することによりボルトの締付けが確認でき、国土交通大臣の認定が必要である。 機械的性質による種類は、ボルトの等級で代表し、2種の JIS 形高カボルトに相当するものをS10T と記す。その形状を図 7. 2.6 に示す。
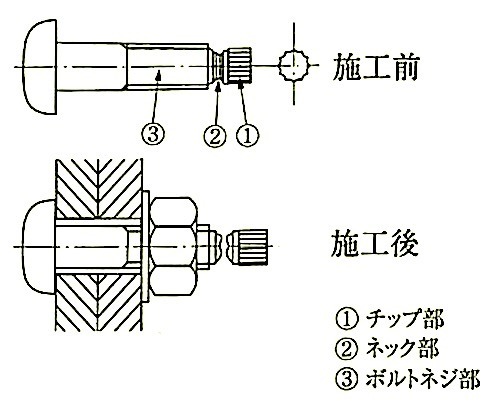
図 7.2.6 トルシア形高力ボルト
(b) JIS 形高カボルト
(1) JIS に定められている高カボルトであり、詳細については、JIS B 1186(摩擦接合用高力六角ボルト・六角ナット・平座金のセット) の抜粋を参照する。
(2) セットとは、図 7.2.7 の 1組をいう。
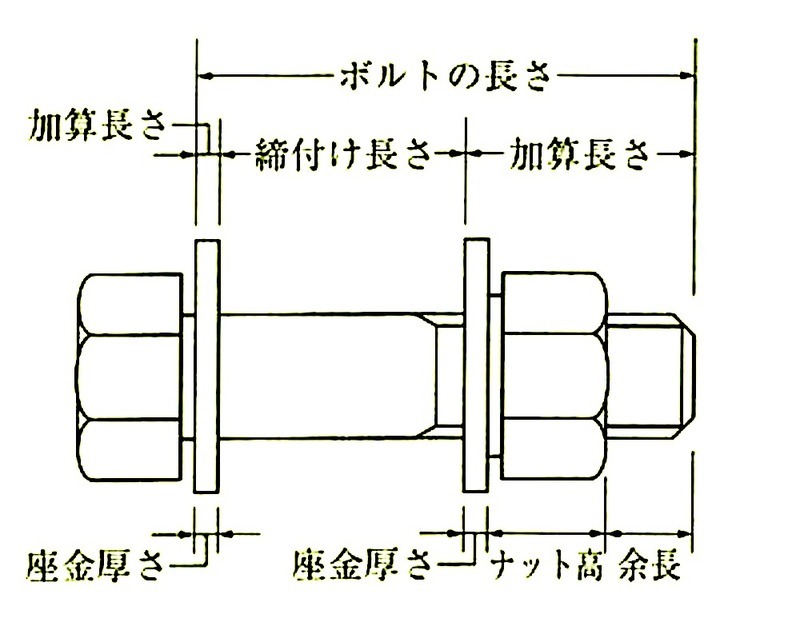
図7.2.7 JIS形高カボルトのセット
(3) JIS 形高カボルトは、1種、2種及び 3種があるが、1種はほとんど製造されていないこと、3種は遅れ破壊等材質的に多少問題のある場合があるので 「標仕」では 2種に限定している。
(4)機械的性質による種類を、ボルトの等級により代表させることがある。 例えば、2種のボルトを、F10T のボルトと呼ぶ。( 1種は F8T、3 種は F11Tと称す)
(5)トルク係数値による種類はナットの回転しやすさ(締付けやすさ)の種類であり、ナット、ボルトの表面処理によって定めている。通常表面処理にはボンダリューベという処理が行われ、処理のあるものは種類が Aになり、処理してないものは Bになる。
一般に、種類 A・B の使用別径は 20mmを境にして区分し、径の大きいものを Aとして、Bに比べると小さいトルクで締付けが容易に行えるようにしている。
(c ) 高カボルトの日本鋼構造協会規格 JSS 及びJIS の抜粋
(1) JSS ?U 09(構造用トルシア形高カボルト・六角ナット・平座金のセット)の抜粋を次に示す。
JSS ?U 09-1996
1,適用範囲
この規格は、主として鋼構造にセットの温度が 0℃〜 60℃の範囲で使用する構造用トルシア形高カボルト・六角ナット・平座金のセット(以下、セットという。) について規定する。
3,構成及び種類・等級
3.1 構 成
セットの構成は、3.2 に規定する構造用トルシア形高カボルト(以下、ボルトという。)1個、構造用高力六角ナット(以下、ナットという。)1個、構造用高力平座金(以下、座金という。)1 個によって構成する。
3.2 種類・等級
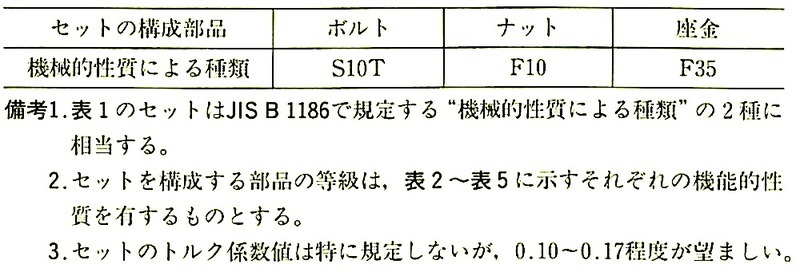
セットの種類・等級は、1種類、1等級とし、セットを構成する部品の機械的性質による等級の組合せは、表1 による。
表1 セットの種類及び構成部品の機械的性質による等級の組合せ
JSS ?U 09-1996
1,適用範囲
この規格は、主として鋼構造にセットの温度が 0℃〜 60℃の範囲で使用する構造用トルシア形高カボルト・六角ナット・平座金のセット(以下、セットという。) について規定する。
3,構成及び種類・等級
3.1 構 成
セットの構成は、3.2 に規定する構造用トルシア形高カボルト(以下、ボルトという。)1個、構造用高力六角ナット(以下、ナットという。)1個、構造用高力平座金(以下、座金という。)1 個によって構成する。
3.2 種類・等級
セットの種類・等級は、1種類、1等級とし、セットを構成する部品の機械的性質による等級の組合せは、表1 による。
表1 セットの種類及び構成部品の機械的性質による等級の組合せ
JSS ?U 09-1996
(2) JIS B 1186(摩擦接合用高力六角 ボルト・六角ナット・平座金のセット) の抜粋を次に示す。
JIS B 1186:2013
1. 適用範囲
この規格は、主として鋼構造に使用する摩擦接合用高力六角ボルト・六角ナット・平座金のセット(以下、セットという。) について規定する。
4.1 セットの構成
セットの構成は.4.2 に規定する摩擦接合用高力六角ボルト(以下、ボルトという。) 1個、摩擦接合用高力六角ナット(以下、ナットという。)1個及び摩擦接合用高力平座金(以下、座金という。)2個によって構成する。
4.2 種類・等級
セットの種類は、セットを構成する部品の機械的性質によって、1種及び 2種とし、さらにトルク係数値によってそれぞれ Aと Bとに分け、セットを構成する部品の等級は、表 2〜表5 に示すそれぞれの機械的性質によって決まる。 (表 2 ~ 5省略)
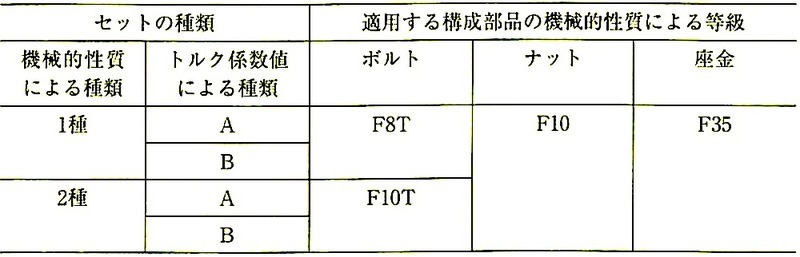
セットの種類及び適用する構成部品の機械的性質による等級の組合せは、表1 による。
表1 セットの種類及び構成部品の機械的性質による等級の組合せ
6. セットのトルク係数値
セットのトルク係数値は、12.4 によって試験したとき、表6に適合しなければならない。 この場合、トルク係数値は、次の式によって求める。
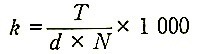
ここに
k:トルク係数値
T:トルク(ナットを締め付けるモーメント)(N・m)
d:ボルトのねじ外径の基準寸法(mm)
N:ボルト軸力( N )
表6 セットのトルク係数値
11. 潤滑及び防せい(錆)処理
ボルト、ナット及び座金には、それらの品質に有害な影響を与えない潤滑及び防せい(錆)処理を施すことができる。
13. 検査
13.5 セットのトルク係数値検査
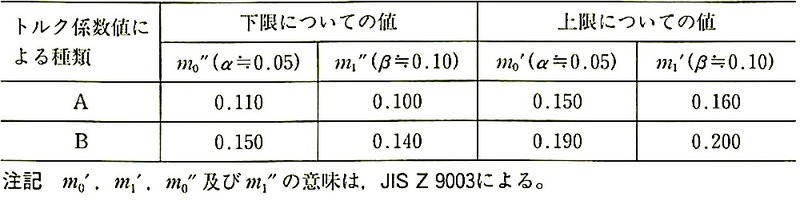
セットのトルク係数値検査は、12.4 によって試験を行ったとき、箇条 6に適合しなければならない。 また、この検査では検査ロットの保証品質水準は、次による。
a) 検査ロットのトルク係数値の標準偏差の保証品質水準は、危険率5%以下、相対標準誤差 8%以下とする。 適用に当たっては、工程が安定状態にある場合は、品質管理データ又は検査データを用いてもよい。 また、特に必要がある場合は、受渡当事者間の協定によって、相対標準誤差を規定の値より若干多くとり、サンプルの大きさを少なくしてもよい 。
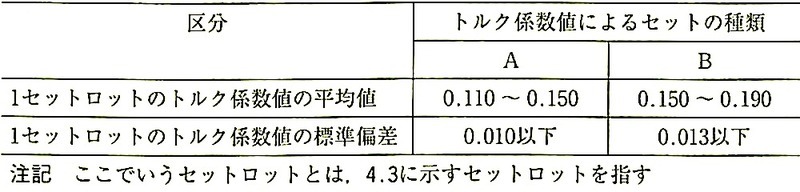
b) 検査ロットのトルク係数値の平均値の保証品質水準は、表13 に示す値以上とする 。標準偏差は、a) によって求められた値を用いる 。
注 )この検査ロットとは、4.3.5 に示す 1セットロットを指す。
表13 トルク係数値の平均値の保証品質水準
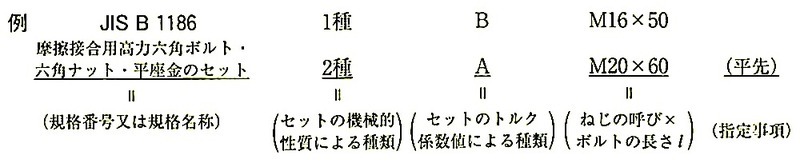
14. 製品の呼び方
セットの呼び方は、規格番号又は規格名称、セットの機械的性質による種類、セットのトルク係数値による種類、ねじの呼び × ボルトの長さ(?)及び指定事項による。
注)特に指定事項がある場合は、括弧で示す。
15 表 示
15.1 製品の表示
セットの構成部品に関する表示は、次による。
a) ボルト頭部の上面に、次の事項を浮き出し又は刻印で表示しなければならない。
1) ボルトの機械的性質による等級を示す表示記号( F8T 又は F10T )
2) 製造業者の登録商標又は記号
b) ナット上面に、ナットの機械的性質による等級を示す表示記号を、表14 の表示記号を用いて浮き出し又は刻印で表示しなければならない。
なお、受渡当事者間の協定によって、製造業者の登録商標又は記号を表示してもよい。
表14 ナットの表示記号

c) 座金には、機械的性質の等級を示す記号は、表示しない。
なお、受渡当事者間の協定によって、製造業者の登録商標又は記号を表示してもよい。
15.2 包装の表示
包装には、次の事項を明瞭に表示しなければならない。
a) 規格名称
b) セットの機械的性質による種類
c) セットのトルク係数値による種類
d) ねじの呼ひ × ボルトの長さ(?)
e) 数量
f ) 指定事項
g) 製造業者名又は登録商標
h) セットのロット番号
i ) セットの検査年月
JIS B 1186 : 2013
1. 適用範囲
この規格は、主として鋼構造に使用する摩擦接合用高力六角ボルト・六角ナット・平座金のセット(以下、セットという。) について規定する。
4.1 セットの構成
セットの構成は.4.2 に規定する摩擦接合用高力六角ボルト(以下、ボルトという。) 1個、摩擦接合用高力六角ナット(以下、ナットという。)1個及び摩擦接合用高力平座金(以下、座金という。)2個によって構成する。
4.2 種類・等級
セットの種類は、セットを構成する部品の機械的性質によって、1種及び 2種とし、さらにトルク係数値によってそれぞれ Aと Bとに分け、セットを構成する部品の等級は、表 2〜表5 に示すそれぞれの機械的性質によって決まる。 (表 2 ~ 5省略)
セットの種類及び適用する構成部品の機械的性質による等級の組合せは、表1 による。
表1 セットの種類及び構成部品の機械的性質による等級の組合せ
6. セットのトルク係数値
セットのトルク係数値は、12.4 によって試験したとき、表6に適合しなければならない。 この場合、トルク係数値は、次の式によって求める。
ここに
k:トルク係数値
T:トルク(ナットを締め付けるモーメント)(N・m)
d:ボルトのねじ外径の基準寸法(mm)
N:ボルト軸力( N )
表6 セットのトルク係数値
11. 潤滑及び防せい(錆)処理
ボルト、ナット及び座金には、それらの品質に有害な影響を与えない潤滑及び防せい(錆)処理を施すことができる。
13. 検査
13.5 セットのトルク係数値検査
セットのトルク係数値検査は、12.4 によって試験を行ったとき、箇条 6に適合しなければならない。 また、この検査では検査ロットの保証品質水準は、次による。
a) 検査ロットのトルク係数値の標準偏差の保証品質水準は、危険率5%以下、相対標準誤差 8%以下とする。 適用に当たっては、工程が安定状態にある場合は、品質管理データ又は検査データを用いてもよい。 また、特に必要がある場合は、受渡当事者間の協定によって、相対標準誤差を規定の値より若干多くとり、サンプルの大きさを少なくしてもよい 。
b) 検査ロットのトルク係数値の平均値の保証品質水準は、表13 に示す値以上とする 。標準偏差は、a) によって求められた値を用いる 。
注 )この検査ロットとは、4.3.5 に示す 1セットロットを指す。
表13 トルク係数値の平均値の保証品質水準
14. 製品の呼び方
セットの呼び方は、規格番号又は規格名称、セットの機械的性質による種類、セットのトルク係数値による種類、ねじの呼び × ボルトの長さ(?)及び指定事項による。
注)特に指定事項がある場合は、括弧で示す。
15 表 示
15.1 製品の表示
セットの構成部品に関する表示は、次による。
a) ボルト頭部の上面に、次の事項を浮き出し又は刻印で表示しなければならない。
1) ボルトの機械的性質による等級を示す表示記号( F8T 又は F10T )
2) 製造業者の登録商標又は記号
b) ナット上面に、ナットの機械的性質による等級を示す表示記号を、表14 の表示記号を用いて浮き出し又は刻印で表示しなければならない。
なお、受渡当事者間の協定によって、製造業者の登録商標又は記号を表示してもよい。
表14 ナットの表示記号
c) 座金には、機械的性質の等級を示す記号は、表示しない。
なお、受渡当事者間の協定によって、製造業者の登録商標又は記号を表示してもよい。
15.2 包装の表示
包装には、次の事項を明瞭に表示しなければならない。
a) 規格名称
b) セットの機械的性質による種類
c) セットのトルク係数値による種類
d) ねじの呼ひ × ボルトの長さ(?)
e) 数量
f ) 指定事項
g) 製造業者名又は登録商標
h) セットのロット番号
i ) セットの検査年月
JIS B 1186 : 2013
(d) 溶融亜鉛めっき高カボルト
(1) JIS が定められていないので、建築基準法第 37条に基づく大臣認定を受けた製品を使用する。
(2) 大臣認定を受けた製品は、JIS B 1186 に準拠して製造されており、セットの種類は 1種 (F8T 相当)である。 F 10T やトルシア形のものは製造されていない。
なお、平成25年 8月現在、大臣認定を受けている製造所は、8社 9工場である。
(3) ボルトの材料はF10T 高カボルトに使われているもの(低炭素マルテンサイト系ボロン鋼等)を使用しており、ボルト成形後の熱処理(焼入れ・焼戻し)で焼戻し温度を 500℃程度にして F8T の機械的性質を付与している。 このため、450℃程度のめっき浴で浸漬めっきしても機械的性質が変化しない靭性が高く耐遅れ破壊性の高い高カボルトになっている。
(4) 溶融亜鉛めっきの付着量は、550g/m 2 (膜厚換算約 80μm) 以上である。
(5) ボルトのねじは、転造した正規の有効径のままとし、めっきの付着による径の量大を考慮して径を細くすることはしない。ナットのねじは、めっきの前にオーバータップして有効径を量大し、めっき後はねじさらいをしない。
(6) 締付けは、ナット回転法(7.12.4 (b)(3)参照)で行うため、トルク係数値の調整のための表面潤滑処理は、めっき後のナットで行う。ただし、やむを得ず頭締めを行う場合は、めっき後のボルトに表面澗滑処理を行い、ナットはめっきのままとするのがよい。 また、ボルト締め用のセットは、製造時に「頭締め用」等とこん包に表示し、「ナット締め用」と区別する必要がある。
なお、「ナット締め用」でボルトの頭締めを行うと、ボルトとナットのとも回りが生じたり、トルク値が高くなり過ぎるなどして、適正な締付けができなくなるので注意する。
7.2.3 普通ボルト
(a) 軽量形鋼構造において普通ボルトを使用することが多い。一般に普通ボルト接合は、小規模な構造物に使用されている。
(b)ボルト及びナットは、「標仕」では、JIS による鋼製六角ボルト及びナットで、仕上程度が中、ねじの等級が 6g (ボルト)、6H(ナット)の規格に合うものであれば、強度区分は、ボルト4.6 以上、ナット5 以上のいずれを用いてもよい。
ナットの形状は通常JIS B 1181 (六角ナット)の区別 1・2 ・4 種のどれでもよい。なお、戻止めには 3種を用いてもよい。 また、強度区分の高いボルト及びナットを溶接により戻止めする場合には、使用する溶接材料等で溶接割れが生じる場合があるので注意する。
(c)「鋼材等及び溶接部の許容応力度並びに材料強度の基準強度を定める件」(平成12年12月26日 建設省告示第 2464 号)では、強度を必要とするボルトには JIS B 1051(炭素鋼及び合金鋼製締結用部品の機械的性質ー 第1部:ボルト、ねじ及び植込みボルト)によるボルトを使用することとなっている。その他、国土交通大臣が認定したボルト又は国土交通大臣が基準強度を指定したボルトを使用することとなっている。
7.2.4 アンカーボルト
アンカーボルトの材質の種類は通常設計図書に指定されるが、ねじ、ナット及び座金は、特別な指定がないことが多い。 その場合は六角ボルトに相当するものを用いる。
なお、完成後構造的に耐力等を期待するものを構造用アンカーボルトと称し、建方用にのみ用いるものを建方用アンカーボルトと称する。
(一社)日本鋼構造協会では平成 12 年に伸び能力を有する建築構造用アンカーボルトの規格として、JSS II 13(建築構造用転造ねじアンカーボルト・ナット・座金のセッ ト)及びJSS II 14 (建築構造用切削ねじアンカーボルト・ナット・座金のセット)を制定している。また、アンカーボルトのJIS 規格としては、JIS B 1220(構造用転造両ねじアンカーボルトセット)と JIS B 1221(構造用切削両 ねじアンカーボルトセット) が平成22年 10 月に制定されている。構造設計上の必要に応じて特記される場合があるので注意する。
7.2.5 溶接材料
(a) 溶接材料は、溶接方法 ( 7.6.1参照 )あるいは鋼材の種類により種々なものが用いられているが、「標仕」に直接関連のある材料のうち、主なものを次に挙げる。
なお、2001年の日本工業標準調査会(JISC)の「標準化戦略」におけるISO整合化 JIS改正指針を受けて、溶接材料についても ISO整合化JIS改正作業が行われた。今回の改正で、溶接材料の引張強さの単位が、鋼材のJISの場合と異なり、MPa( = 1N/mm 2 )で表示されたことに注意が必要である。
溶接材料は鉄骨製作工楊で使いなれたものが無難であり、良質で当該溶接に適したものであれば選定は鉄骨製作工場に任せるのがよい。また、溶接材料は種々の特徴があるので、選定に当たっては鋼種、板厚、継手の種類、溶接姿勢、作業性、能率性等を総合して、これらの特徴を生かし正しく選ぶ必要がある。
(1) 被覆アーク溶接
被覆アーク溶接棒のJISは、JIS Z 3211(軟鋼用被覆アーク溶接棒)とJIS Z 3212 (高張力鋼用被覆アーク溶接棒)が統合一本化され、2008年にJIS Z 3211(軟鋼、高張力鋼及び低温用鋼用被覆アーク溶接棒)として改正された。
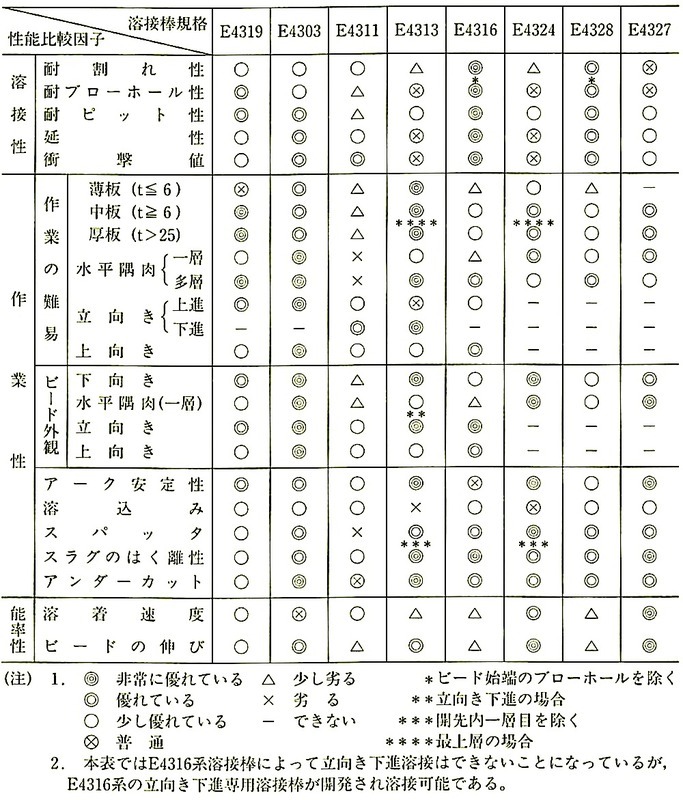
軟鋼用被覆アーク溶接棒は種々な特徴をもっているが、表 7.2.5 に溶接性、作業性及び能率性からみた溶接棒の選び方の例を示す。
高張力鋼用被覆アーク溶接棒としては、拡散性水素による遅れ割れの発生防止の観点から、国内では低水素系溶接棒が使用されてしいる。
表7.2.5 溶接棒の溶接性、作業性、能率性からみた選び方の例
JIS Z 3211 : 2008 の溶接棒の種類の区分記号の表し方を図 7.2.8 に示す
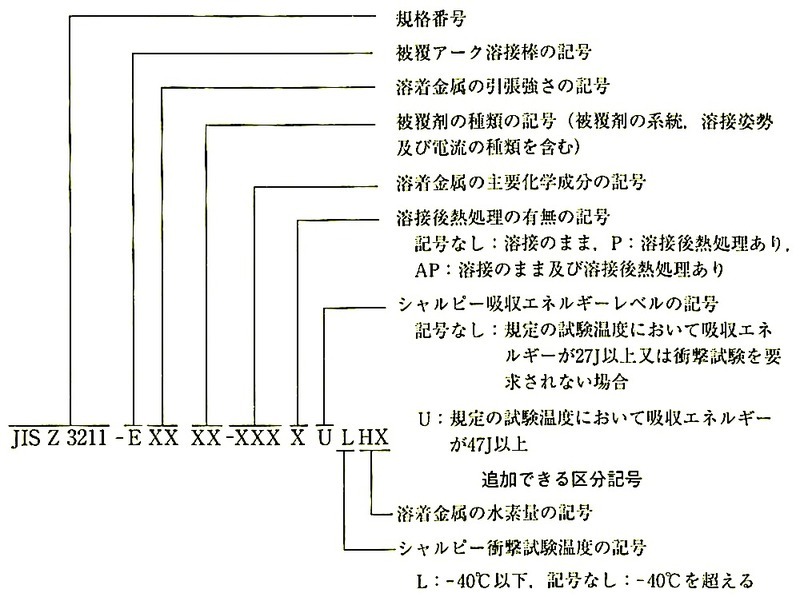
図7.2.8 JIS Z 3211 : 2008 の 溶接棒の種類の区分記号
(2) ガスシールドアーク溶接
ガスシールドアーク溶接用ワイヤのJIS は、ソリッドワイヤについては、JIS Z 3312 (軟鋼及び高張力鋼用マグ溶接ソリッドワイヤ)が 新名称「 軟鋼、高張加鋼及び低温用鋼用のマグ溶接及びミグ溶接ソリッドワイヤ」として 2009年に改正され、フラックス入りワ イヤについても、JIS Z 3313(軟鋼、高張力鋼及び低温用鋼用アーク溶接フラックス入りワイヤ)が同じく 2009年に改正された。
JIS Z 3312 の溶接ワイヤの種類の新旧対照を表7.2.6 に、JIS Z 3312: 2009の溶接ワイヤの種類の区分記号の表し方を図7.2.9 に示す。
なお、低温用鋼は、建築の鉄骨工事ではほとんど使われないので省略した。
表7.2.6 JIS Z 3312の溶接ワイヤの種類の新旧対照
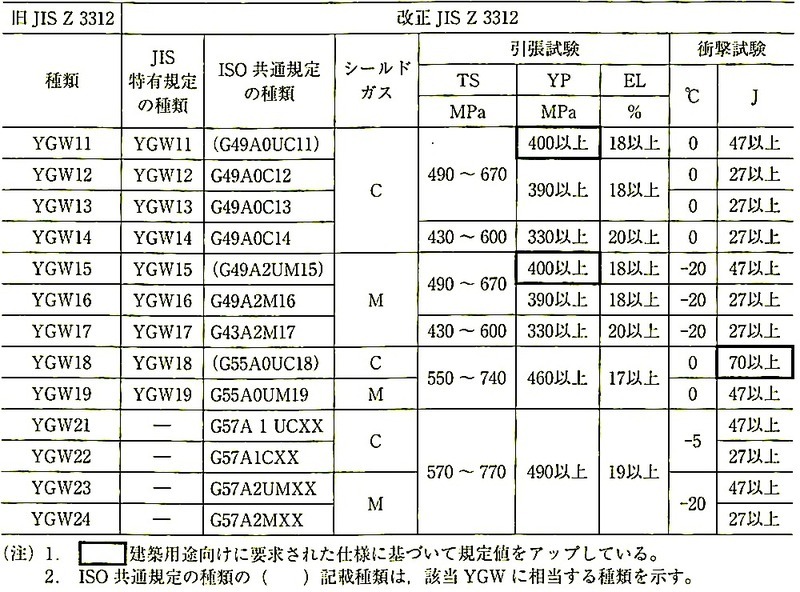
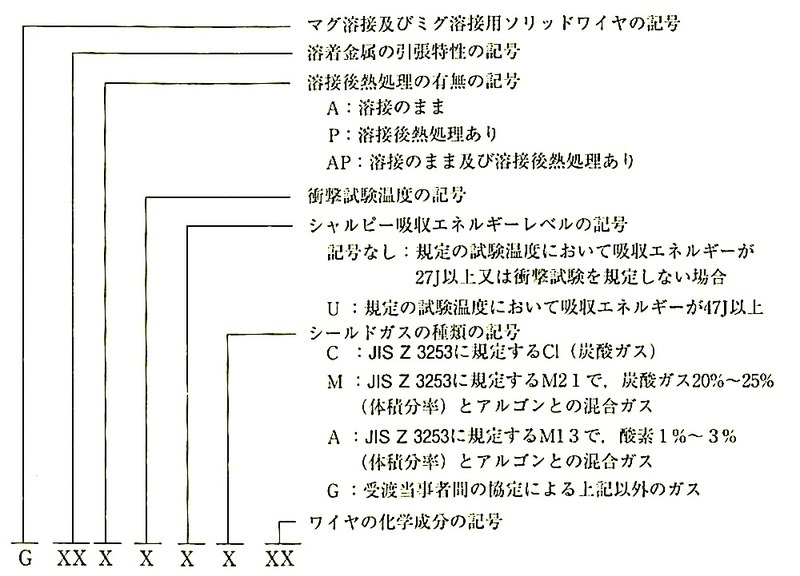
図 7.2.9 JIS Z 3312 : 2009の溶接ワイヤの種類の区分記号
JIS Z 3313 の溶接ワイヤの種類の新旧対照を表7.2.7 に、JIS Z 3313 : 2009 の溶接ワイヤの種類の区分記号の表し方を図7.2.10 に示す。
なお、低温用鋼は、建築の鉄骨工事ではほとんど使われないので省略した。
表7.2.7 JIS Z 3313 の溶接ワイヤの種類の新旧対照
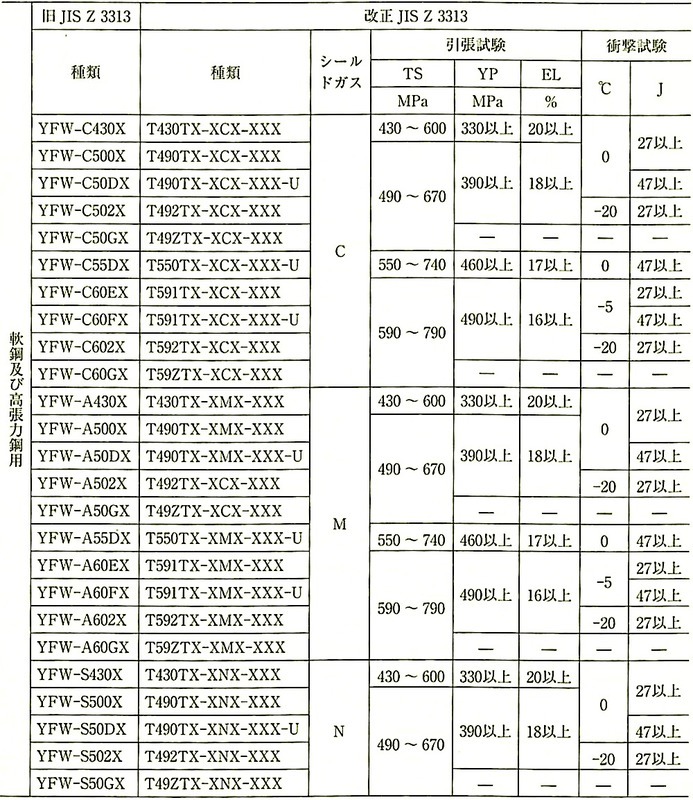
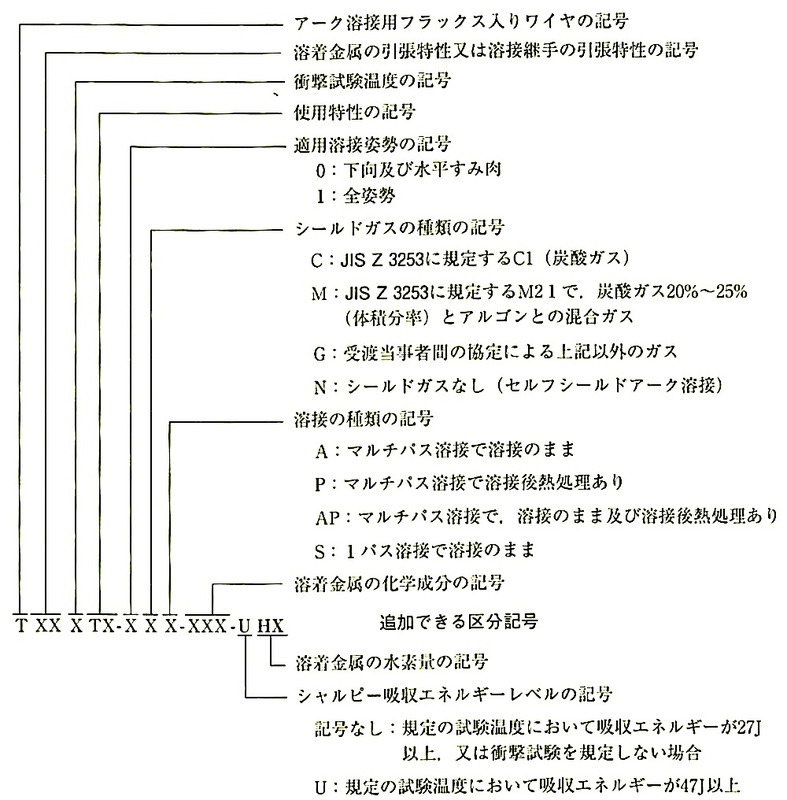
図 7.2.10 JIS Z 3313 : 2009のフラックス入り溶接ワイヤの種類の区分記号
JIS Z 3312 のソリッドワイヤは普通の針金状のもの、JIS Z 3313のフラックス入りワイヤは 外皮金属の内部にフラックスが充填されているものである。
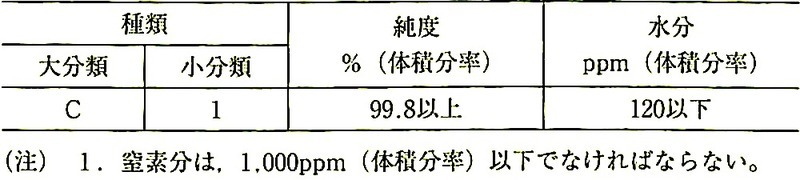
シールドガスは、一般には、炭酸ガス(CO2 100%)、アルゴンガス (Ar 100%)及び炭酸ガスとアルゴンガスを混合したものが使用されている。使用されるガスの JIS としては、JIS Z 3253 : 2011( 溶接及び熱切断用シールドガ ス)が 2003年に制定されて以降、これが一般化されつつある。 当該JISでは、炭酸ガスについては、種類 C1 が使用されている。しかし、JIS Z 3253 制定以前から使用されているJIS K 1106(液化二酸化炭素(液化炭酸ガス))の 3種を、現在も使用しているところがある。 参考として、両方の JIS の炭酸ガスの品質を表7.2.8 及び表7.2.9 に示す。
表7.2.8 JIS K 1106 の品質(JIS K 1106:2008)
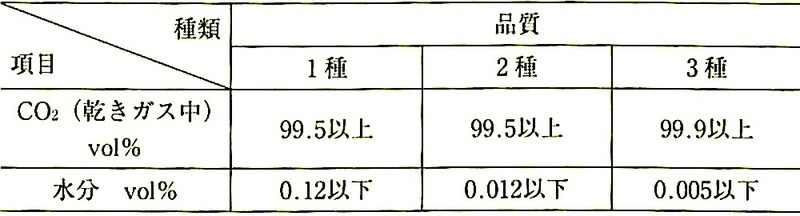
表7.2.9 JIS Z 3253 の品質(JIS Z 3253:2011)
(3) セルフシールドアーク溶接
この溶接法は建築の鉄骨工事ではほとんど使われていないが、2009年にセルフシールドアーク溶接用のワイヤの JIS (JIS Z 3313) が改正されている。 一般に、セルフシールドアーク溶接用のワイヤは薄鋼板を折り曲げ、その中に脱酸剤や脱窒剤等の溶剤(フラックス)を充填成形したものであり、シールドガスなしで溶接できる。心線の径は、交流用では 3.2mm、直流専用では 2.0mm以下のものが適用される。このワイヤには脱酸、脱窒剤が多量に添加されているため、多量のヒュームが発生し、通風の悪い場所では溶接線が見えにくく、人体への影響がある。
(4) サブマージアーク溶接
サブマージアーク溶接では、ワイヤとフラックスの組合せにより様々な性質の溶接金属を作り出すことができる。 そのため、JIS Z 3183(炭素鋼及び低合金鋼用サブマージアーク溶着金属の品質区分)の規定には、溶着金属の品質区分(機械的性質及び化学成分)及び試験方法が定められており、溶接を行う鋼種、要求される機械的性質に応じて、 ワイヤとフラックスの組合せ時の溶着金属の機械的性質をこの品質区分により選定して使用されている。
建築基準法では溶着金属強度の記載がある JIS Z 3183が指定建築材料として規定されているが、実際の溶接は JIS Z 3183 の引用規格である JIS Z 3351に規定されている炭素鋼及び低合金鋼用サブマージアーク溶接ソリッドワイヤと JIS Z 3352 に規定されているサブマージアーク溶接用フラックスを用いて行われる。そのため「標仕」では、JIS Z 3183 のほかに 指定建築材料ではないが JIS Z 3351 及び JIS Z 3352 も記載している。
(5) エレクトロスラグ溶接
エレクトロスラグ溶接用材料としては、JIS Z 3353(軟鋼及び高張力鋼用のエレクトロスラグ溶接ワイヤ及びフラックス)の規定により、ワイヤ、フラックス、消耗ノズルの分類が示されている。溶接金属の機械的性質は、使用するワイヤの種類別により規定されており、機械的性質が満足されれば組み合わせるフラックスの種類は特定されない。
なお,国土交通大臣認定によるエレクトロスラグ溶接材料もある。
エレクトロスラグ溶接は高能率な立向き自動溶接施工法で、主にボックス柱のスキンプレートとダイアフラムとの溶接に用いられる。
(6) 耐火鋼材、耐候性鋼材等の特殊な鋼材には、それぞれ鋼材に応じた溶接材料がつくられている。これらの鋼材に応じた溶接材料にも、被覆アーク溶接及びガスシールドアーク溶接の場合において、JIS は適用される。
(b) 頭付きスタッド
建築構造物において頭付きスタッドが多く使われており、その材質や形状は JIS B 1198(頭付きスタッド)で規定されている。
7.2.6 ターンバックル
建築用ターンバックルは JIS A 5540(建築用ターンバックル)に規定されており、ターンバックルは胴1個とボルト2個とから構成されている。 胴は JIS A 5541(建築用ターンバックル胴)に、ボルトは JIS A 5540に規定されており、胴とボルトの組合せは、JIS に示す同一製品とする。
7.2.7 デッキプレート
(a) 構造床として使用するデッキプレートについては、デッキプレート版に関する告示(平成14年国土交通省告示第 326号)に規定されており、その基準解説書である国土交通省国土技術政策総合研究所他「デッキプレート版技術基準解説及び設計・計算例」 及び設計マニュアルである(独)建築研究所監修「デッキプレート床構造設計・施工規準」を参考にするとよい。
(1)この「規準」は、第 ?T 編「デッキプレートとコンクリートとのデッキ合成スラブ」、第?U編「デッキプレートと鉄筋コンクリートとのデッキ複合スラブ」及び第?V編「デッキプレートをそのまま構造体としたデッキ構造スラブ」で構成されており、デッキプレートは主要な構造材として規定されている。
なお、「標仕」では、名称を基準解説書に合わせて、第 I 編のデッキプレートを「デッキプレート版(デッキプレートとコンクリートとの合成スラブとする構法)」、第?V編のデッキプレートを「デッキプレート版(デッキプレート単独の構法)」としている。
(?@) 主として、床又は屋根構造に使用する。
(?A) 対象とするデッキプレートは、JIS G 3352(デッキプレート)の規定を満足するものとする。
(?B) 原則として、板厚は 1.0mm以上(ただし、デッキ複合スラブの場合は、0.8mm以上)としている。
(?C) 許容応力度は、平成 12年建設省告示第2464号に規定されているF値によっているが、一部高強度材料については、幅厚比より求まる有効幅の取り方を簡便にするため、235N/mm 2 以下で適用することにしている。
(v) 合成スラブ構造には、(一社)日本建築センター等により、告示第326号に定めるデッキプレート版に適合していることについて、任意の評定を取得している製品がある。
(2) 材料の品質確認は製造業者の品質証明書(使用鋼材の試験成績表、亜鉛の付着量等)によって行う。
(b) デッキプレートを主要構造材として用いた床スラブの耐火設計については、「デッキプレート床構造設計 ・施工規準」 を参考にするとよい。
(1) デッキ合成スラブ床では、耐火被覆のいらない連続支持合成スラブ及び単純支持合成スラブが耐火構造認定仕様として一般に使用されている。
(2) これら認定仕様では、スパン、許容積載荷重、コンクリート厚さ、溶接金網、デッキタイプ等の仕様が認定条件として定められているので、これに従って監理を行う。合成スラブ工業会「合成スラブの設計・施工マニュアル」を参考にするとよい。
(3) デッキ複合スラブ床は、平成12年建設省告示第 1399号に示されている例示仕様があり、この仕様では、デッキプレートの溝に配する鉄筋のかぶり厚さは 31mm以上、コンクリート厚さは、100mm以上(2時間)、70mm以上(1時間)となっている。この例示仕様に該当しないコンクリート厚さのもので、床2時間耐火構造の認定を取得したものがあるが、個別に仕様を確認する必要がある。
(4) デッキ構造スラブ床では、認定仕様である「吹付けロックウール被覆耐火構造(FP060FL- 9128 :15mm以上、FP120FL- 9129:20mm以上)」がよく使用される。
(5) このほか、デッキプレート単体で屋根30分耐火認淀構造のものもあるが、個別に仕様を確認する必要がある。
(c) 床型枠用鋼製デッキプレートは、6.8.3 参照のこと。
7.2.8 レール
(a) 「標仕」では、主として天井クレーン走行用に使用するレールを想定している。
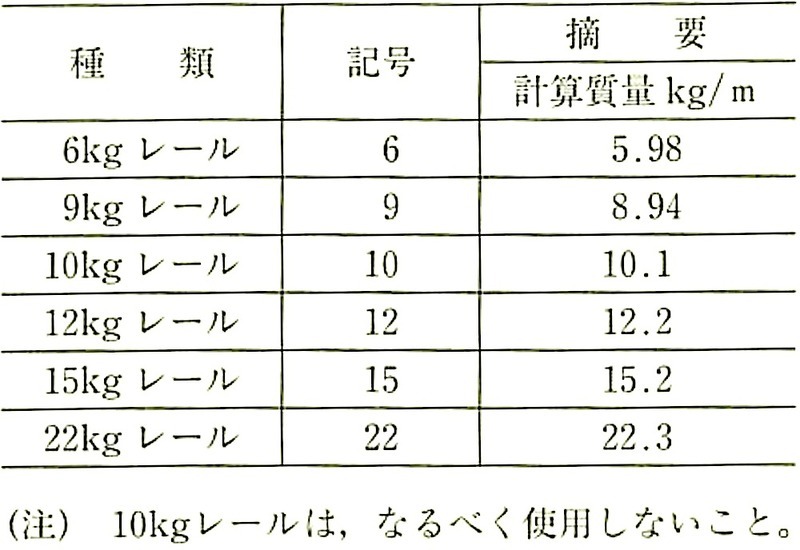
(b) レールの種類は、JIS E 1101(普通レール及び分岐器類用特殊レール)及び JIS E 1103(軽レール)で、レール1m当たりの質量に相当する呼称で分類している。その種類を表7.2.10 及び 11に示す。
(c) レールの種類は、クレーンの定格荷重等によって選ばれ、設計図内で指定される。
(d) 材料の品質は、JISマーク表示か規格品証明書確認する。(7.2.10(a)参照)
表7.2.10 普通レールの種類(JIS E 1101:2012)
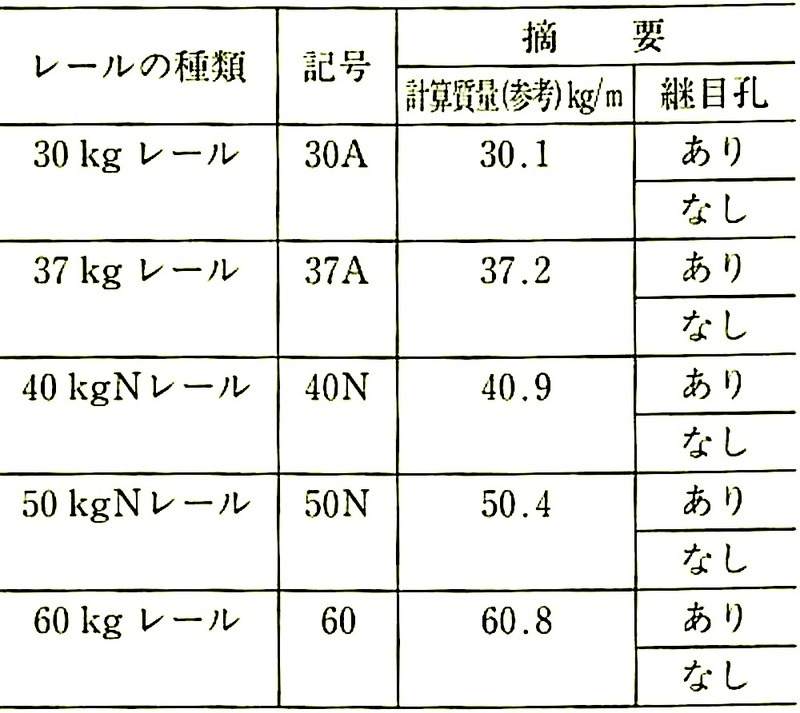
表7.2.11 軽レールの種類(JIS E 1103:1993)
7.2.9 柱底均しモルタル
(a) 柱底均しモルタルに使用される材料は、左官工事で一般に使用されるセメントや細骨材が用いられる。
(b) ベースプレートが大きい場合等では、施工性の良さ等から鉄骨柱下無収縮モルタルが用いられることが多い。
(1) 「標仕」では、無収縮モルタルは、品質や施工性等を考慮して特記することとしている 。
(2) (一社)公共建築協会では、建築材料・設備機材等品質性能評価事業(1.4.4 (e)参照)の一環として、無収縮モルタルの品質・性能等に関する評価基準を定め、これに合格する材料を評価しているので、材料の選定に当たってはこれらが参考となる。
7.2.10 材料試験等
(a) 適用範囲
(1)鋼材
(?@) 鋼材の品質基準は、「建築物の基礎、主要構造部等に使用する建築材料並びにこれらの建築材料が適合すべき日本工業規格又は日本農林規格及び品質に関する技術的基準を定める件」(平成12年5月31日 建設省告示第1446号)に定められている。そこでは、形状・寸法・外観等のほか、引張試験における降伏点又は 0.2バーセント耐力の上下限・降伏比・引張強さ及び伸び、化学成分、炭素当量あるいは溶接割れ感受性組成.シャルピー吸収エネルギー等の基地値が定められていることが要求されている。
(?A) JIS 規格品には、規格品証明書(ミルシート、検査証明書、試験成績等)が添付される。規格品証明書は、JISに基づいて行った管理試験及び検査の結果を記載した品質の保証書である。図7.2.11に規格品証書の例を示す。
規格品証明書には、溶鋼番号(製鋼番号、鋼番、チャージナンバー等)が記載されているので、鋼板形鋼等に表示されている溶鋼番号と対照して当該鋼材の規格品証明書であることを確認することができる。

図7.2.11 規格品証明書の例
なお、SN材は、7.2.1(b)(9)に示すように鋼材表面に識別マーク、あるいは鋼種が印字してあるので、切断後でも SN材であるか否かは、証明書がなくても判別できることになっている。
規格品証明書は原本とする。使用量が少ないなどやむを得ない場合は、その写しでもよいが、写しが当該鋼材と整合していることを保証した会社の社名・社印、保証責任者の氏名・押印及び日付の明示されているものでなければならない。流通が多岐にわたる場合には、写しの都度これが必要とされる。
1999年11月に鋼材の新しい品質保証システムが、(一社)日本鋼構造協会の「建築鉄骨品質管理機構」から提案され、「標仕」7.2.10(b)では、これによる「鉄骨工事使用鋼材証明書」を規格品証明書に代えて用いることもできるとしていた。しかし、建築鉄骨品質管理機構では、より信頼性を高める方法の検討を行い、2009年12月に「建築構造用鋼材の品質証明ガイドライン」を発行した。そのため、「鉄骨工事使用鋼材証明書」は廃止された。本ガイドラインでは、JIS規格等の適合性証明は、原則として、「鉄骨工事使用鋼材等報告書」によるとしているので、「標仕」でいう 「その他規格を証明できる書類」とは、「建築構造用鋼材の品質証明ガイドライン」の「鉄骨工事使用鋼材等報告書」と考えてよい。(7.1.2(a)参照)
(?B) 鋼材の機械的性質等を特記した場合等、材料試験等によりその性能を確認する必要がある場合には、試験項目、方法等に応じて相応する規格の規定により鋼材の適否を判定する。
(?C) 建築鉄骨では、鋼材の板厚方向に力が作用する部位(通しダイアフラム、溶接組立箱形断面柱のスキンプレート等)がある。それらの当該箇所に使用される鋼材の板厚方向の性能において、板厚方向の強度及び鋼材の内部品質(板厚内の傷の有無)が必要とされる場合がある。JIS G 3136(建築構造用圧延鋼材)(SN材)のC種は、このような部位に使用することを想定し、次の二つが規定されている。
?@ 板厚方法の強度:板厚方向(Z方向)の引張試験で絞り値が規定されている。
?A 板厚内の内部品質:超音波による検査が規定されており、JIS G 0901(建築用鋼板及び平鋼の超音波探傷試験による等級分類及び判定基準)で行うとなっている。
一方、SM材や SS材等にはこれらについての規定がないため、内部品質確認が必要とされる場合の試験方法として JIS G 0901が適用される。 板厚方向の引張強度について試験を必要とされることは極めて少ないため、規定する必要はないとし、「標仕」では、板厚方向に引張力を受ける鋼板の試験が必要とされた場合は、「JIS G 0901により、適用は特記による。」としている。
(2)溶接材料
溶接材料の規格は、そのこん包容器及びワイヤリール等に表示されているので、これより「標仕」7.2.5 に規定する適切な溶接材料であることが確認できる。「鉄骨造の継手又は仕口の構造方法を定める件」(平成12年 5月31日 建設省告示第1464号)では溶接される鋼材の種類に応じて溶着金属としての性能(降伏点又は 0.2パーセント耐力及び引張強さ)が定められており、これに適合していることを確認する意味からも、必要に応じて、試験成績表あるいは化学成分表の提出を求めるのがよい。
(b) 試験方法及び試験片
鋼材の試験方法については、JIS G 0404 (鋼材の一般受渡し条件)、JIS Z 2241(金属材料引張試験方法)、JIS Z 2242(金属材料のシャルピー衝敷試験方法)にそれぞれ引張及び衝撃試験方法が定められている。
試験片についても、JIS Z 2241、JIS Z 2242にそれぞれ材料に応じた試験片が定められている。
その他、ボルト、リベット等のような特殊な材料の試験についてはそれぞれのJISに定められている。 また、化学成分の分析試験についてもそれぞれ JISが定められている。
(c) 材料試験関係用語
(1)JIS Z 2241に定められている用語の意味(JIS G 0202(鉄鋼用語(試験))参照)
(?@) 降伏点とは、引張試験の経過中において生じる上降伏点及び下降伏点の総称。紛らわしくないときには、上降伏点を単に降伏点と呼ぶことがある。
上降伏点とは、引張試験の経過中、図7.2.12 に示すように試験片平行部が降伏し始める以前の最大荷重を平行部の原断面積で除した値をいう。
下降伏点とは、引張試験の経過中、図7.2 12 に示すように試験片平行部が降伏し始めた後のほぼ一定の荷重状態における最小の荷重(慣性効果によるものを除く。)を平行部の原断面積で除した値いう。
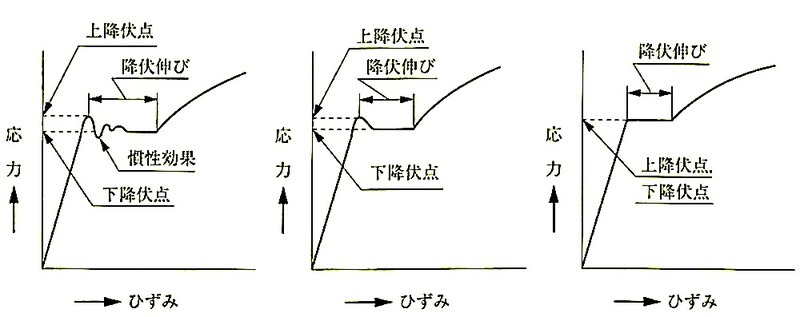
図7.2.12 降伏点
(?A) 耐力とは、引張試験において,規定された永久伸びを生じるときの荷重を平行部の原断面積で除した値をいう。降伏点が明瞭でない材料では、その代わりに耐力が用いられる。JISでは、特に規定のない場合は、永久伸びの値を0.2% としている。
(?B) 最大引張荷重とは、引張試験の経過中、試験片の耐えた最大荷重をいう。
(?C) 引張強さとは、最大引張荷重を平行部の原断面積で除した値をいう。
(v) 永久伸びとは引張試験において、ある荷重を加え、次にこれを除去した後における標点間の長さと標点距離との差の標点距離に対する百分率をいう。
(vi) 破断伸びとは、試験片破断後における永久伸びをいう。紛らわしくないときには、単に伸びと呼ぶことがある。
(?F) 絞りとは、引張試験において、試験片破断後における最小断面積とその原断面積との差の原断面積に対する百分率をいう。
(2) 鋼材の硬さ
測定方法は、通常次の3種類が用いられ、それぞれJISが定められている。
?@ ブリネル硬さ
超硬合金球の圧子を用い,試験面に球面形のくぼみをつけたときの荷重をくぼみの直径から求めたくぼみの表面積で除した値をいい、記号HBWで表す。
JIS Z 2243(ブリネル硬さ試験一試験方法) が定められている。
?A ビッカース硬さ
対面角が 136度のダイヤモンド四角すい圧子を用い、試験面にくぼみをつけたときの試験力をくぼみの表面積で除した値をいい、硬さ値、硬さ記号の順に表示し、例えば、硬さ値が640で試験力 294.2Nでは、640HV30のように表す。
JIS Z 2244(ビッカース硬さ試一験試験方法)が定められている。 荷重が変わっても、硬さの数値は変わらないという特徴がある。くぽみが微細なので溶接部の硬さ分布を測るのに用いられる。
?B ロックウェル硬さ
円すい角が 120度のダイヤモンド圧子を用い、試験面に押し込み、その深さから算出する。試験力 1471Nの場合をCスケールといい記号HRCで表す。
なお、鋼球又は超硬合金球の圧子を用い、試験 980.7Nの場合をBスケールといい、記号HRBで表す。
JIS Z 2245(ロックウェル硬さ試験一試験方法)が定められている。
【このカテゴリーの最新記事】
- no image
-

-

-

-

-

-

- no image
-

-

-

-

-

-

- no image
-

-

-

-

-