18章 塗装工事
02節 素地ごしらえ
18.2.1 一般事項
素地ごしらえの方法は、塗装対象である木部、金属、モルタル、コンクリート、ボード類等の素地の種類によって大きく異なる。
18.2.2 木部の素地ごしらえ
(1) 材 料
(ア) 木部下塗り用調合ペイント
「JASS 18 塗装工事 」M-304の品質に適合するものとする。「標仕」では、合成樹脂調合ペイント塗り及びつや有合成樹脂エマルションペイント塗りに対する木部の素地ごしらえにおける節止めに適用している。
(イ) セラックニス
JASS 18 M-308の品質に適合するものとする。セラックニスは、昆虫の分泌物をベースとしたものをアルコール類に溶解してワニス状にしたもので、アルコール以外の溶剤には溶解しない点を生かし、節部分のやにやしみ止めに用いられる。「標仕」では、合成樹脂調合ペイント及びつや有合成樹脂エマルションペイント以外の塗料塗りの節止めに適用され、その種類はJASS 18 M-308白ラックニス1種とされている。
(ウ) 合成樹脂エマルションパテ
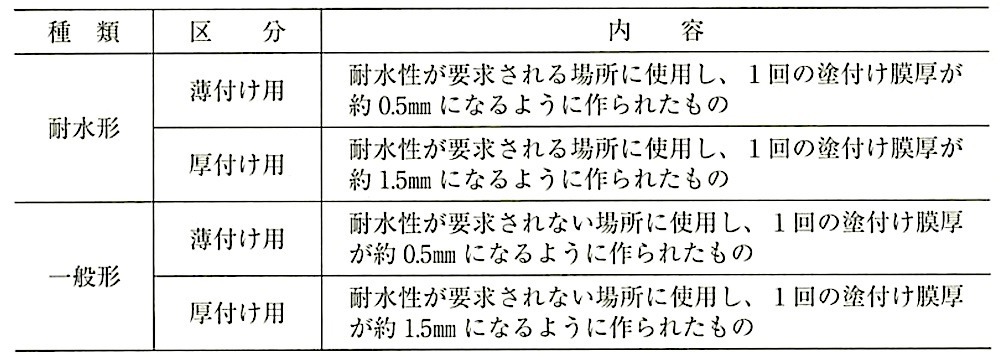
合成樹脂エマルション、顔料、充填材等を配合して作られた高粘度のもので、 JIS K 5669(合成樹脂エマルションバテ)に規定されている。表18.2.1に示すように耐水形と一般形があり、それぞれに厚付け用と薄付け用がある。主として、コンクリート、モルタル用として開発されたものである。
なお、「標仕」では、屋内の木部については使用部位を限定していないため、耐水形を用いることとしている。しかし、耐水性はエポキシ樹脂系パテ等に比較して劣るので、より耐候性や耐水性を要求される外部には適用しないことにしている。
パテの使用は、塗膜の性能に影響するので、特に美装性が必要な場合以外はできるだけ使用しない方がよい。
表18.2.1 合成樹脂エマルションパテ
(2) 標仕の表18.2.1に規定される素地ごしらえの工程を行った後に、着色剤等を用いて色むら直しをする場合の詳細は各節の塗り仕様において規定されており、監理指針においても各節で解説されている。
(3) 工程間隔時間の考え方
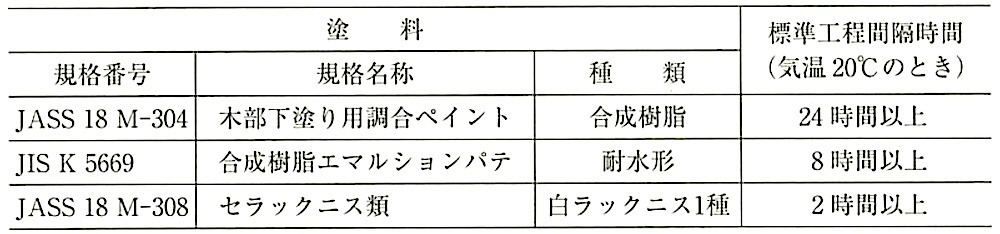
材料の標準工程間隔時間(18.1.6 (2)(ウ) 参照)を表18.2.2に示す。工程間隔時間は温湿度条件により異なり、ここでは、標準工程間隔時間として気温20℃における時間を表示している。一般的に、高温においては時間が短く、低温においては時間が長くなる。
表18.2.2 木部の素地ごしらえ用材料の種類と標準工程間隔時間
18.2.3 鉄鋼面の素地ごしらえ
(1) 一般事項
「標仕」18.2.3では、鉄鋼面に対する素地ごしらえの種別をA、B、Cの3種類と規定している。
A種は化学薬品を用いる化成皮膜処理である。
B種は、ブラスト法を用いて鉄鋼面の錆を落とし、消浄な鋼材表面を得る素地ごしらえで、この上に施される塗膜の耐久性が向上する。7節[耐候性塗料塗り]の仕様には、必ず適用する。
C種は、主として、電動工具、手工具等を使用して、不安定な黒皮や赤錆を除去する一般的な素地ごしらえである。
錆落しの工程で「酸漬け」を適用するA種及び「ブラスト法」を適用するB種は、製作工場で行われる。
(2) 油類除去
(ア) 動・植物袖(防錆油等)は、80〜100℃に加熱したアルカリ性脱脂剤で分解、洗浄して除去する。
(イ) 溶剤には石油系溶剤等を用いるが、火気厳禁として排気や換気に十分留意する。
(3) 錆落し
(ア) 黒皮〈ミルスケール〉は、次の方法で除去する。
(a) 硫酸5〜15%の水溶液を 50 ~70℃に加熱したもので酸洗いした後、直ちに水酸化ナトリウムや炭酸ナトリウムの希( 1〜2%)アルカリ性溶液につけて中和し、湯洗いする。
(b) ショットブラスト、グリットブラスト、サンドブラスト等の方法を用いて除去する。
(イ) 赤錆は、デイスクサンダー、ワイヤブラシ、スクレーパー、研磨紙等で取り除くことができる。
(ウ) 素地ごしらえが終わったら、直ちに錆止め塗料を塗り付けなければならない。
(4) 化成皮膜処理
鉄にりん酸塩溶液を作用させると、化学的に結合して安定したりん酸塩鉄の皮膜を生成する。このような処理をりん酸塩処理といい、この皮膜が鉄鋼面の発錆を抑え塗膜の付着性を向上させて鉄鋼面を保護する。
なお、このような処理面は、空気中の水分等により塗装に有害な酸化皮膜を生じやすいため、処理した後は直ちに錆止め塗料を塗り付けなければならないが、出来ない場合は、適切な処理を行う。
18.2.4 亜鉛めっき鋼面の素地ごしらえ
(1) 一般事項
亜鉛めっき鋼面に施された塗膜は、はく離することが多いため、素地ごしらえに十分な注意が必要である。「標仕」18.2.4では、亜鉛めっき鋼面に対する素地ごしらえの種別として、A、Bの2種類を規定している。
A種は塗装工場で行われる化成皮膜処理による素地ごしらえで、一般的に塗装工場で実施される塗装前の工程として化成皮膜処理を施す場合に適用される。
一方、JIS規格が規定される表面処理亜鉛めっき鋼板の素地ごしらえはB種であり、亜鉛めっき鋼板の製造工程に含まれており、鋼板製造工場で行われている。特に、鋼製建具等に使用される亜鉛めっき鋼板は、鋼板製造工場において「化成皮膜処理」まで施しており、工事現場ではB種とする。B種は汚れ、付着物の除去と脱脂のみを実施する素地ごしらえである。
(2) 油類除去は、18.2.3(2)に準ずる。
(3) 化成皮膜処理
亜鉛にりん酸塩溶液又は六価クロムを含まないクロメートフリー溶液を作用させると、化学的に結合して安定したりん酸亜鉛又はクロメートフリー亜鉛の皮膜を形成する。このような処理をりん酸塩処理又はクロメートフリー処理といい、この皮膜が亜鉛めっき鋼面の発錆を抑え亜鉛めっきと塗料との反応を抑制して、塗膜の付着性を向上させる。六価クロムは有害化学物質であるため、平成28年版「標仕」の改定から、使用しないこととなった。
(4) エッチングプライマー(JIS K 5633)
亜鉛めっき鋼面に対するエッチングプライマー塗りによる素地ごしらえは、塗膜の付着性を安定的に確保することが難しく平成28年版の「標仕」改定により「標仕」 18.3.2(2)においてJIS K 5629鉛酸カルシウムさび止めペイントが削除されたことから、併せて削除されている。
18.2.5 モルタル面及びせっこうプラスタ一面の素地ごしらえ
(1) 作業の流れを次に示す( "破線囲み"は「標仕」表18.2.4のA種の場合)。「標仕」では、特記がなければ、B種となっている。美粧性が求められる用途にはパテしごき、研磨紙ずりを行うことにより平滑性を持たせた素地ごしらえを行うA種を適用する。

(2) 乾 燥
(ア) 水分とアルカリによる影響
(a) 水分の場合
素地の含水量が多いところに塗った塗膜は、蒸発する水分を密閉したことになるため、次のような現象が生じる。
1) 塗膜が、被塗面に付着しない。
2) 塗膜と被塗面との間に水が介在し、一部塗膜が水に押し上げられてふくれができる。
(b) アルカリの場合
アルカリ性の強い場合は、塗膜自体が侵されて次のような欠陥を生じる。
1) 塗膜中の顔料が変退色する。
2) 塗膜がはく離する。
(イ) アルカリが塗膜に作用するのは、水分があるためであり、水に溶けた状態で塗膜に作用する。乾燥して塗装可能となる時期には、素地表面も弱アルカリ性となり、モルタルでは、その期間が夏期で2週間程度である。
(ウ) 塗装対象素地ごとの材齢による乾燥期間の目安は、表18.2.3に示す日数以上とする。
(エ) 素地のpH値経時変化を図18.2.1に、素地の乾燥速度を図18.2.2に示す。
表18.2.3 材齢による乾燥の目安

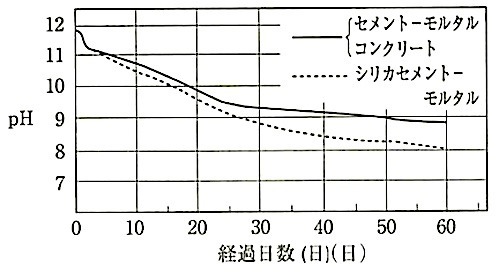
図18.2.1 素地のpH時経時変化
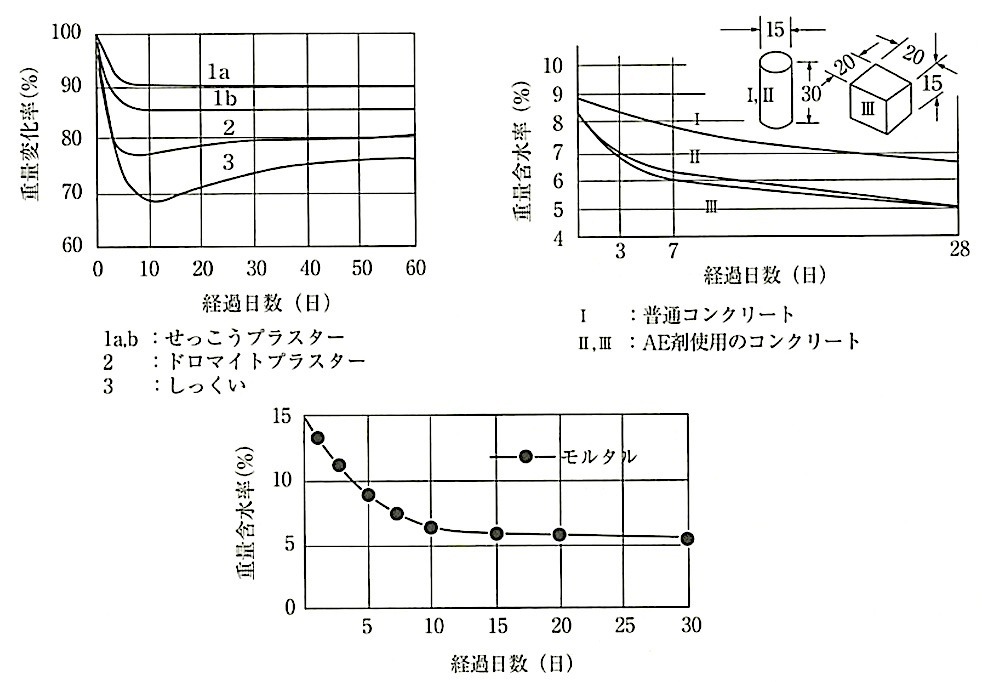
図18.2.2 素地の乾燥速度
(オ) 一般的に、素地の含水率の測定には高周波静電容量式水分計、pH(水素イオン濃度指数)の測定にはpH試験紙、pHメーター等が用いる場合がある。
(3) 汚れ、付着物除去
せっこうプラスター等の壁面は、汚れや付着物、ぜい弱層等を除く目的以外には、原則として研磨紙を掛けない方がよい。研磨紙を掛けると、塗料の吸込みが促進され、仕上り状態に悪影響を与える。また、粉末が付着していると、塗料の付着を妨げる。
汚れ、付着物の除去は、ブラシ類、研磨紙、ウエス等で素地を傷つけないように行う。
(4) 吸込止め
(ア) 一般的には、合成樹脂エマルションシーラーを使用するが、アクリル樹脂系非水分散形塗料塗りの場合は、塗料の製造所により適用する材料が異なるので塗料の製造所の仕様による。
(イ) 壁紙による仕上げの場合は、壁紙専用の材料を使用する。
(5) 穴埋め、パテかい
(ア) モルタル素地のひび割れや穴埋めは、外部及び水掛り部分には建築用下地調整塗材C-1を用い、屋内には合成樹脂エマルションパテ(耐水形)を用いる。
(イ) 合成樹脂エマルションパテは耐水形でも、外部及び結露しやすい箇所に使用すると、はく離の原因となるため使用を避ける。
(ウ) 壁紙による仕上げの場合は、壁紙専用のパテを使用する。
(6) 研磨紙ずり
(ア) 補修箇所が十分乾燥した後、表面を研磨紙ずりして平らにする。
なお、せっこうプラスター等にはPl20-220程度の細かいものを使用する。
(イ) 研磨紙ずり後、素地面を布でふいて付培した粉末等を取り除く。
(7) パテしごき
パテしごきは、パテを全面にへら付けし、表面に過剰のパテを残さないよう十分しごき取る。
建築用下地調整塗材C-1の施工に当たっては、次の点に注意する。
(a) 混和液と粉体の練混ぜは、混和液に粉体を徐々に加えてよくかくはんする。
練混ぜが十分でないと粉体に固まりが生じ、仕上り不良や強度不足となる場合がある。
(b) かくはん機で必要以上に練り混ぜると気泡が発生し、仕上り面に気泡跡が残る場合がある。
(c) 再調合する場合には、使用機材に付着している前回調合した材料を完全に洗い落として使用しないと、可使時間が短くなる。
(d) 素地表面に露出している金物については、防錆処理を行った後に塗り付ける。
(e) 施工後の降雨、降雪、気温の低下、直射日光や強風によるドライアウト等により、硬化不良を起こす場合がある。
(f) 壁紙による仕上げの場合は、壁紙専用の下地調整塗材又はパテを使用する。
18.2.6 コンクリート面、ALCパネル面及び押出成形セメント板面の素地ごしらえ
(1) コンクリート面及びALCパネル面の素地ごしらえ
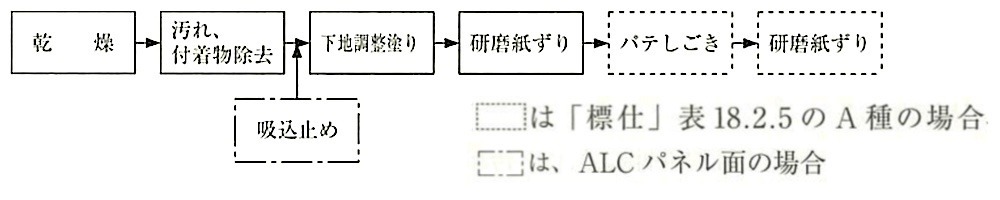
(ア) 作業の流れを次に示す( "破線囲み" は「標仕」表18.2.5のA種の場合、 "一点鎖線囲み" は、ALCパネル面の場合)。
(イ) コンクリート面の素地ごしらえは、「標仕」表18.2.5と表18.2.6に分かれているが、表18.2.5の素地ごしらえは、7節[耐候性塗料塗り]以外の塗料塗りに適用する。
(ウ) 乾燥、汚れ・付着物除去、研磨紙ずり及びパテしごきは、18.2.5による。また、材齢による乾燥の目安は表18.2.3による。
(エ) 下地調整塗りは、良好な仕上り及び耐久性を確保するため建築用下地調整務材を全面に塗り付ける。下地調整塗材 C-1は 0.5〜1mm程度、C-2は1〜3mm程度、 CM-2は3〜10mm程度、Eは0.5〜1mm程度の範囲で下地の不陸に応じて使い分ける。
(オ) 屋内で、コンクリート面等に素地ごしらえをして合成樹脂エマルションペイントを直接塗装する場合は、建築用下地調整塗材を全面に平滑に塗り付けた後、全面にパテしごきを行う必要がある。この場合、「標仕」表18.2.5のA種を用いるのが望ましい。
(カ) 仕上材が壁紙の場合、吸込止め、下地調整塗り、パテしごきに用いる「標仕」表18.2.5の塗料その他は壁紙専用のものとする。
(2) コンクリート面及び押出成形セメント板面の素地ごしらえ
(ア) 作業の流れを次に示す( "破線囲み" は「標仕」表18.2.6のA種の場合、"一点鎖線囲み"は、コンクリート面の場合)。

(イ) コンクリート面の素地ごしらえは、「標仕」表18.2.5と表18.2.6に分かれているが、表18.2.6の素地ごしらえは、7節[耐候性塗料塗り]に適用する。
(ウ) 乾燥、汚れ・付着物除去及び研磨紙ずりは、18.2.5による。また、材齢による乾燥の目安は表18.2.3による。
(エ) 吸込止め及びパテしごきに使用する材料は、上に塗り重ねる塗料の製造所の仕様による。
(オ) 吸込み止めには、JASS 18 M-201(反応形合成樹脂シーラーおよび弱溶剤系反応形合成樹脂シーラー)を用いる。
18.2.7 せっこうボード面及びその他ボード面の素地ごしらえ
(1) 作業の流れを次に示す( "破線囲み" は「標仕」表18.2.7のA種の場合)。

(ア) 各ボードの継目処理部分は、十分に乾燥させてから、ボード面を傷つけないように汚れ、付着物を除去する。
(イ) 穴埋め、パテかいは、「標仕」18.2.7に規定するボード面に対して、合成樹脂エマルションパテ(一般形)を使用することにしているが、これは屋内の水掛りでないところに用いることを前提として、主要な要求性能である「仕上りの良さ」を考慮したものである。
(ウ) 大壁面や大空間では、素地面とパテ等の肌違いによる光沢むらが目立ちやすいため、「標仕」表18.2.7のA種を用いることが望ましい。
なお、素地がせっこうボードの継目処理工法の場合は、仕上りを考慮してA種とし、穴埋め、パテかい及びパテしごきには、せっこうボード用目地処理材(ジョイントコンパウンド)を使用する。
(エ) 仕上材が仕上塗材の場合、パテは、仕上塗材の製造所の仕様による。壁紙による仕上げの場合に用いるパテは、壁紙専用の製品とする。
(2) けい酸カルシウム板面の素地ごしらえ
(ア) 表面がぜい弱であるけい酸カルシウム板面の施工に当たっては、汚れや付着物を除去した後、吸込止めとしてJASS 18 M-201に基づく塗料を全面に塗り付けてから、穴埋めやパテかいを行う。
(イ) 表面補強効果がある JASS 18 M-201は、上塗塗料の製造所が指定するものとする。
(ウ) 屋内で塗装する場合、吸込止めに用いる材料は、作業者や居住者の健康配慮のため、上に塗り重ねる塗料の製造所の仕様による水性塗料で行う。