18章 塗装工事
03節 錆止め塗料塗り
18.3.1 一般事項
18.3.2 塗料種別
(1) 鉄鋼面及び亜鉛めっき鋼面の防錆を目的として、下塗りに使用される錆止め塗料は、JIS K 5621(一般用さび止めペイント)、JIS K 5674(鉛・クロムフリーさび止めペイント)、「JASS 18 塗装工事」M-109、M-111、JPMS 28、耐候性塗料塗りで使用するJIS K 5552、JIS K 5551等がある。
(2) 「標仕」で採用されている各種錆止め塗料の特徴は、次のとおりである。
(ア) 鉛・クロムフリーさび止めペイント(JIS K 5674)
JIS K 5674に規定されており、鉛及びクロムを含まない錆止め顔料を、ビヒクル(加工乾性袖(ボイル油)又は合成樹脂ワニス)に分散させてつくる鋳止め塗料である。1種は溶剤系塗料(有機溶剤を揮発成分とする塗料)、2種は水系塗料(水を主要な揮発成分とする塗料)であり、錆止め顔料の種類は特定されていないが、りん酸亜鉛、亜りん酸亜鉛等のほかにも種々の顔料を使用するとしている。りん酸イオンは鋼面を不動態化させて、防錆効果を示す。色調は赤錆色、白色、灰色等がある。
(イ) 水系さび止めペイント(JASS 18 M-111)
水系さび止めペイントの品質は、JASS 18 M-111に規定されている。
JASS 18 M-111に規定される水系さび止めペイントの耐複合サイクル防食性は、一般用さび止めペイント1種及び2種の耐複合サイクル防食性よりも1優れており、シアナミド鉛さび止めペイントの耐複合サイクル防食性と同等である。
(ウ) ジンクリッチプライマー(JIS K 5552)
JIS K 5552に規定されており、70%以上含まれている金属亜鉛が防錆効果を示す錆止め塗料である。
JISではアルキルシリケートをビヒクルとした1種(無機)と、エポキシ樹脂をビヒクルとした2種(有機)が規定されており、「標仕」表18.3.4では品質や施工性等から、下塗り(1回目)には2種を用いることにしている。
(エ) 構造物用さび止めペイント(JIS K 5551)
JIS K 5551に規定されており、種類はA種、B種、C種、D種及びE種がある。
2018年JIS K 5551の改定に伴い、水系塗料が規定に加わった。A種とB種は有機溶剤を揮発成分とする反応硬化形エポキシ樹脂系塗料であり、C種は有機溶剤を揮発成分とする反応硬化形変性エポキシ樹脂系塗料又は反応硬化形変性ウレタン樹脂系塗料、D種とE種は水を主要な揮発成分とする反応硬化形エポキシ 樹脂系塗料である。塗膜厚さによる区分があり、A種とD種は約30μm(標準形)、B種、C種及びE種は約60μm(厚膜形)となっており、「標仕」表18.3.4では品質や施工性の観点から、下塗り2回目と3回目にはA種を用いることとしている。当該規格では製品の形態(荷姿)に1液形と多液形があり、主剤と硬化剤からなる多液形が使用されることが多い。下塗りとして用いる反応硬化形エポキシ樹脂系塗料の標準工程間隔時間には、7日以内と制限があるため、「標仕」表18.7.1では、「鋳止め塗料塗り」の次に、工程1「研磨紙ずり」を設けている。
(オ) 一液形変性エポキシ樹脂さび止めペイント(JPMS 28)
変性エポキシ樹脂と顔料、分散剤等を主成分とする。一液形であるため、作業性に優れており、平成25年版「標仕」で採用されていた鉛酸カルシウムさび止めペイントより防錆効果が優れている。
鉛酸カルシウムさび止めペイントについては、主に、平成25年版「標仕」の建具工事において使用されていたが、関連業界による共同実験の結果、一液形変性エポキシ樹脂さび止めペイントが、代替品として適していることが実証されたため、廃止された。
亜鉛めっき鋼面の素地ごしらえに採用されていたエッチングプライマー塗りは、鉛酸カルシウムさび止めペイントの付着性確保のために塗布するものなので併せて廃止された。これにより「標仕」の18章[塗装工事]より、鉛、クロムを使用した仕様が完全に廃止された。一液形変性エポキシ樹脂さび止めペイントの色調は、白色、灰色、赤錆色などがある。
上塗り塗料としては、合成樹脂調合ペイントをはじめ、弱溶剤系のポリウレタンエナメル、弱溶剤系のアクリルシリコン樹脂エナメルなども使用でき、用途として亜鉛めっき鋼面はもちろん、鉄鋼面にも適用できるが、「標仕」表18.3.1[鉄鋼面の錆止め塗料の種別]には、JIS、JASS規格があるため、JPMS 28は規定していない。
注意点として、一液形変性エポキシ樹脂さび止めペイントを塗装後は、必ず標準工程間隔時間内に上塗り塗装を行う。上塗り塗装を行わなかった場合、一液形変性エポキシ樹脂さび止めペイントの塗膜表面に白亜化が、発生することがある。標準工程間隔時間を超える場合は、研磨紙ずり後、上塗り塗装を行う。
(カ) 変性エポキシ樹脂プライマー(JASS 18 M-109)
JASS 18 M-109に規定されており、変性エポキシ樹脂と顔料、分散剤等を主成分とする主剤と、ボリアミド樹脂やアミンアダクト樹脂を用いる硬化剤から構成される、2液形下塗り塗料である。
純粋なエポキシ樹脂系塗料に比べて、得られる塗膜性能が素地調整の程度に大きな影響を受けず、適用対象の多い下塗り塗料である。特に、亜鉛めっき鋼面に対する付着性に優れている。
(3) 鉄鋼面の錆止め塗料の種別
(ア) 塗料種別は、「標仕」表18.3.1により、A種の鉛・クロムフリーさび止めペイント1種は、18.4.3[鉄鋼面の合成樹脂調合ペイント塗り]と18.8.4[鉄鋼面のつや有合成樹脂エマルションペイント塗り]に使用される。
(イ) 平成25年版「標仕」から、鉛・クロムフリー化に伴い、シアナミド鉛さび止めペイントは廃止された。
(ウ) B種の水系さび止めペイント及び鉛・クロムフリーさび止めペイント2種は、18.8.4[鉄鋼面つや有合成樹脂エマルションペイント塗り]に限定して使用される。
(エ) C種のジンクリッチプライマー及びD種の構造物用さび止めペイントA種は、 18.7.2[鉄鋼面の耐候性塗料塗り]に使用される。
(4) 亜鉛めっき鋼面鋳止め塗料の種別
(ア) 塗料種別は「標仕」表18.3.2により、JPMS 28、JASS 18 M-109若しくは JASS 18 M-111 を使用するように規定している。
(イ) 塗料種別は、「標仕」表18.3.2によりA種の一液形変性エポキシ樹脂さび止めペイントは、18.4.4[亜鉛めっき鋼面の合成樹脂調合ペイント塗り]に使用される。
(ウ) ー液形変性エポキシ樹脂さび止めペイントは、JISが制定されていないが、日本塗料工業会規格によってその性能が規定されており、亜鉛めっき面に対する付着性に優れている。作業性のうち、特に速乾性に優れており、鋼製建具などに適している。
(エ) B種の変性エポキシ樹脂プライマーは、18.4.4[亜鉛めっき鋼面の合成樹脂調合ペイント塗り]と18.7.3[亜鉛めっき鋼面の耐候性塗料塗り]に使用される。
(オ) 変性エポキシ樹脂プライマーについては、JISが制定されていないが、日本建築学会材料規格によってその性能が規定されており、亜鉛めっき鋼面に対する付着性が優れている。
(カ) C種の水系さび止めペイントは、18.8.5[亜鉛めっき鋼面のつや有合成樹脂エマルションペイント塗り]に限定して使用される。
18.3.3 錆止め塗料塗り
(1) 鉄綱面の錆止め塗料塗り
(ア) 「標仕」表18.3.3のA種における研磨紙ずりの目的は、ごみ、ほこり等の付着物を除去するためで、塗膜が薄くならないように軽く研磨する程度とする。
(イ) 塗装方法は、はけ塗り、ローラーブラシ塗り又は吹付け塗りとし、工場塗装では条件が整えば浸漬(しんし)塗りとしてもよい。
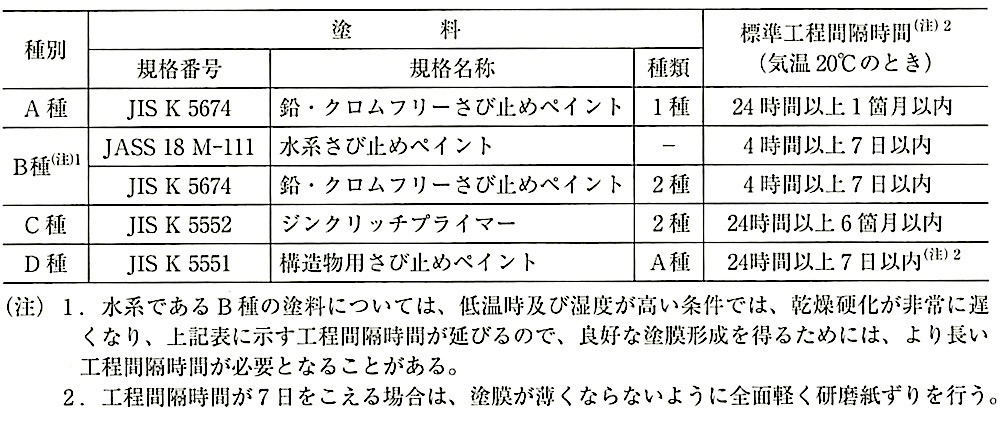
(ウ) 塗料の標準工程間隔時間を表18.3.1に示す。
表18.3.1 鉄鋼面の錆止め塗料の種別と標準工程間隔時間
(エ) 平成31年版「標仕」から、鉄骨等の鉄鋼面の錆止め塗料塗り工法で、2回目を鉄骨等の製作工場で塗る事が出来る規定が新たに追加された。
(オ) 耐候性塗料塗りの場合、下塗りまでは鉄骨等の製作工場で行い、現場に搬入して組立後は、塗膜の損傷程度に応じて、下地調整及びJASS 18 M-109に基づく錆止め塗料(「標仕」表18.3.2のB種)を3回塗る。
(2) 亜鉛めっき鋼面錆止め塗料塗り
(ア) 「標仕」表18.3.5のA種における研磨紙ずりの目的は、ごみ、ほこり等の付着物を除去するためで、塗膜が薄くならないように軽く研磨する程度とする。
(イ) 塗装方法は、はけ塗り又は吹付け塗りとする。
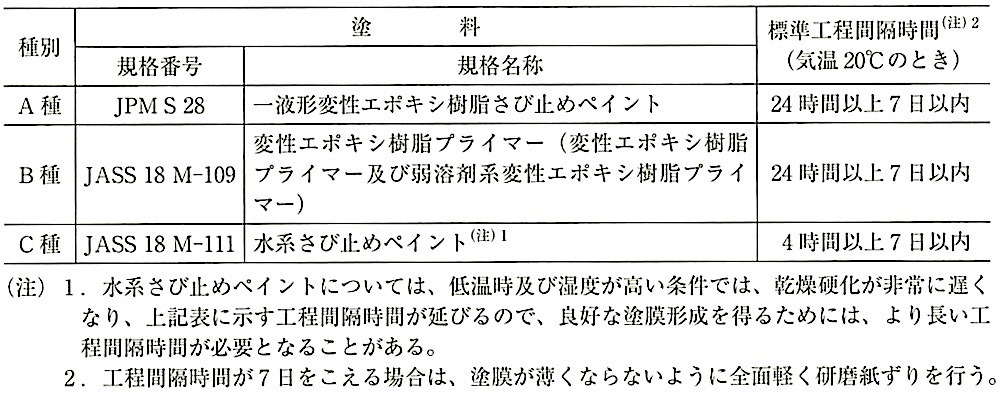
(ウ) 塗料の標準工程間隔時間を表18.3.2に示す。
表18.3.2 亜鉛めっき鋼面の錆止め塗料の標準工程間隔時間
(エ) 「標仕」18.3.3 (4)(ア) では、鋼製建具等の塗装範囲を具体的に示しているが、両面フラッシュ戸の表面板裏側部分(力骨・中骨等を含む)、枠の裏側部分及び無目・方立等の裏側部分については、密閉部分で鋳の進行がほとんどないことから塗装範囲とはしていない。押縁については、ガラス施工時に取り外すことから、組立前に裏面側についても塗装することとしている。
(オ) 「標仕」で素地ごしらえをA種(化成皮膜処理)としているのは、亜鉛めっきの防錆機能を低下させずに下塗り塗料との付着性が得られることを考慮したものである。
(カ) 全ての塗装工程を鋼製建具等の製造工場で行う場合は、現場に搬入して組立後の補修方法等について事前に検討及び協識をしておく必要がある。
(キ) 下塗りまでは鋼製建具等の製造工場で行い、現場組立で生じた現場溶接部及び組立中の下塗り損傷部分は、ワイヤーブラシ、研磨布等を使用し、亜鉛めっき面を傷つけないように錆等を除去し、JASS 18 M-109(変性エポキシ樹脂プライマー(変性エポキシ樹脂プライマーおよび弱溶剤系変性エポキシ樹脂プライマー))(「標仕」表18.3.2のB種)による補修塗りを行う。ただし、鋼製建具等の製造工場にて下塗りとして一液形変性エポキシ樹脂さび止めペイントが使われている場合、JPMS 28(一液形変性エポキシ樹脂さび止めペイント)(「標仕」表18.3.2のA種)でも補修塗りを行うことができる。
(ク) 使用する塗料、シンナー、調合割合、可使時間等は、塗料の製造所の指定によるものとする。
(ケ) 塗装方法は、はけ塗り、ローラーブラシ塗り若しくは吹付け塗りとする。